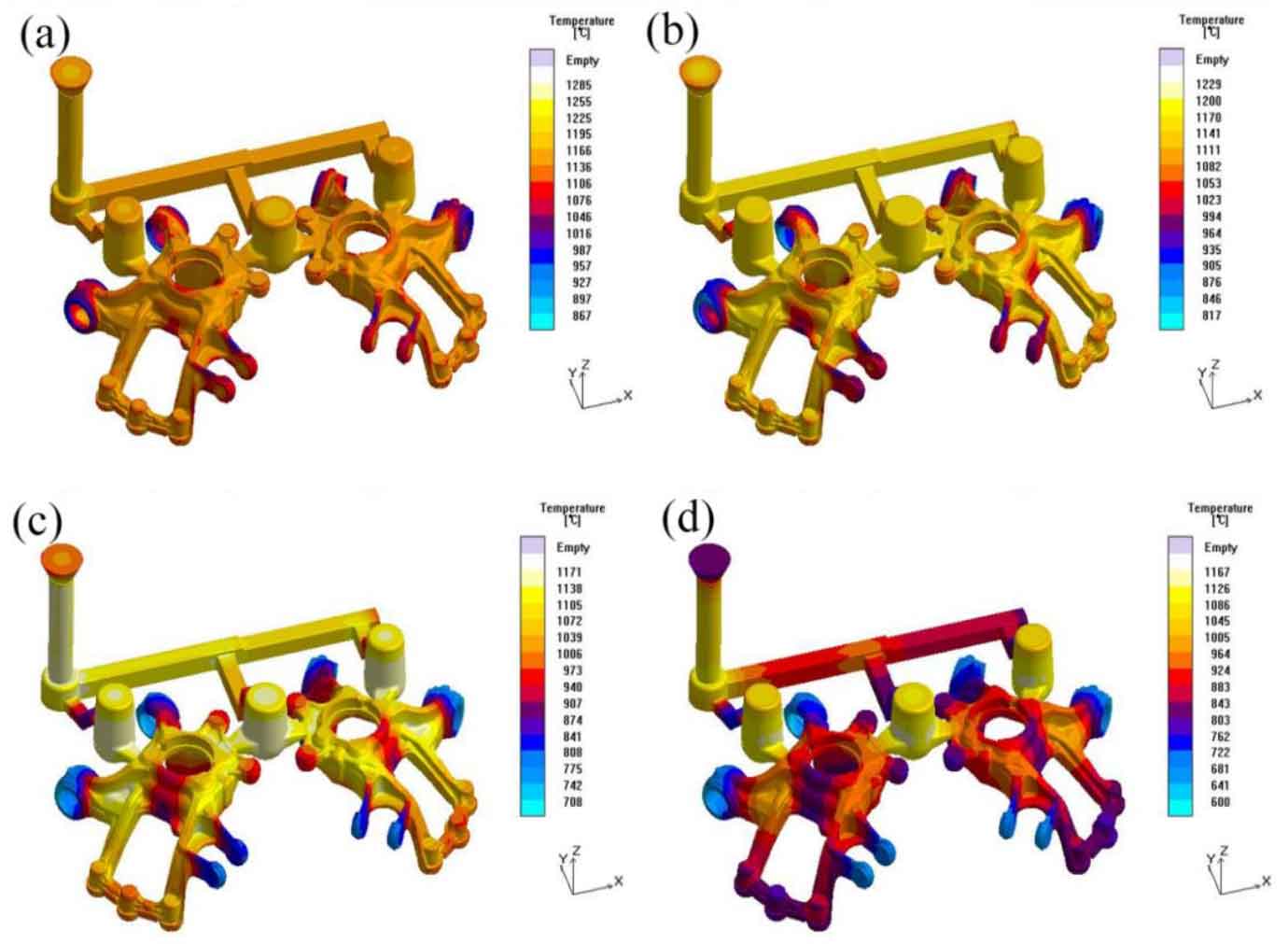
The temperature distribution of nodular cast iron during solidification of automobile hub support is shown in Figure 1. As can be seen from Figure 1 (a), when t = 55.24 s, the solidification rate of nodular cast iron reaches 30%. The first solidification position is the edge area with thin wall thickness such as the connecting hole of the upper control arm, and the temperature of the solidification area has been 1166 ℃ lower than the critical solidus temperature of the material. When t = 82.85 s (Fig. 1 (b)), the solidification rate of nodular cast iron reaches 50%, the solidification area is further expanded, the riser neck is not solidified, and the feeding channel is not closed, indicating that the riser still has feeding effect on nodular cast iron at this time. As shown in Figure 1 (c), when t = 153.18 s, the solidification rate of nodular cast iron reaches 80%. At this time, the thick part in the middle of the riser and the junction between the nodular cast iron sand core hole and the side rib has not solidified, but the riser neck has solidified first, the feeding effect of the riser disappears, and the remaining high-temperature area in the nodular cast iron is easy to form hot spots and isolated molten pool areas. According to figure 1 (d), when t = 292.62 s, the nodular cast iron is completely solidified. Due to the early solidification of the feeding channel and the long solidification time of large parts with equal thickness in the upper end cover area of nodular cast iron, shrinkage porosity and other defects may occur.
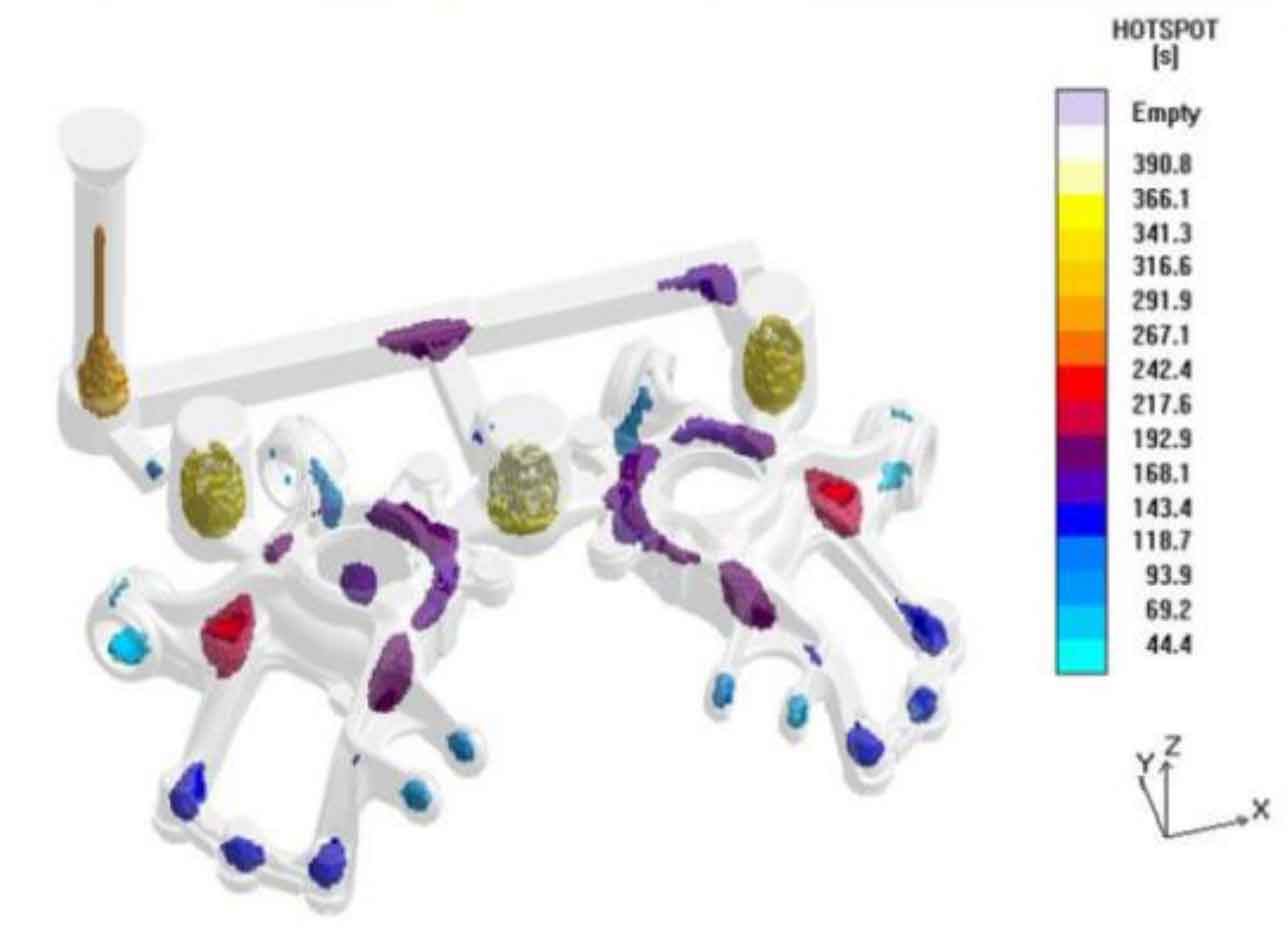
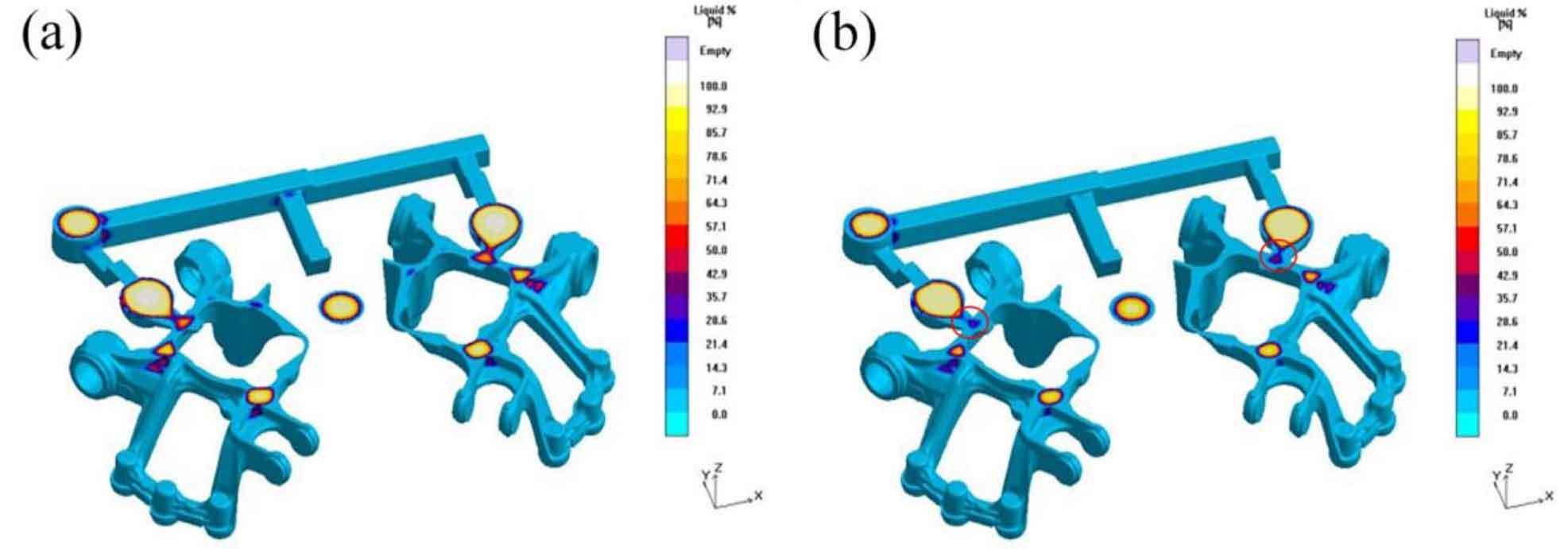
Figure 2 and figure 3 respectively show the hot spot distribution of nodular cast iron and the liquid phase distribution of nodular cast iron at different times in the later stage of solidification. According to figure 2, it is found that there are large continuous hot spots in the thick area of the upper part of the nodular cast iron of the automobile hub support. It is often difficult to completely eliminate the hot spot in nodular cast iron. The hot spot is usually the final solidification area of nodular cast iron. The larger its value is, the higher the possibility of casting defects is. It can be seen from Figure 3 that when t = 136.24 s, although most positions (blue area) in nodular cast iron have solidified and the liquid phase rate in nodular cast iron is 23.6%, the riser neck has not solidified at this time, indicating that the riser still has the function of feeding; However, when t = 153.18 s, the feeding channel (the position in the red circle in the figure) has been almost closed, and the liquid phase rate in nodular cast iron is 18.85%. After that, nodular cast iron is fed only by its own graphitization expansion. At this time, if the residual isolated molten pool area in nodular cast iron cannot be well fed, shrinkage porosity and shrinkage cavity defects are easy to occur.