According to the technical requirements of hook body steel castings, in order to simplify the casting process and ensure the casting quality, the following casting process optimization scheme is proposed:
(1) Change the introduction position of the inner gate and place it on one side of the hook body to avoid the impact of liquid steel on the sand core and sand mold at the pin hole of the hook tail. At the same time, it can shorten the mold filling distance of liquid steel and avoid premature solidification; The formed refractory sprue is adopted to reduce the tendency of sand flushing;
(2) Three ordinary sand mold risers at the head of the hook body are changed into three cylindrical insulation risers, the size and shape are adjusted, and the feeding of thick wall and complex corners at the head of the hook body is strengthened; A small concealed riser is added at the inner gate to strengthen the feeding effect on the hook body at the gate position; A thermal insulation riser is set in the middle of the hook body to strengthen the feeding of the middle of the hook body and reduce the tendency of air holes;
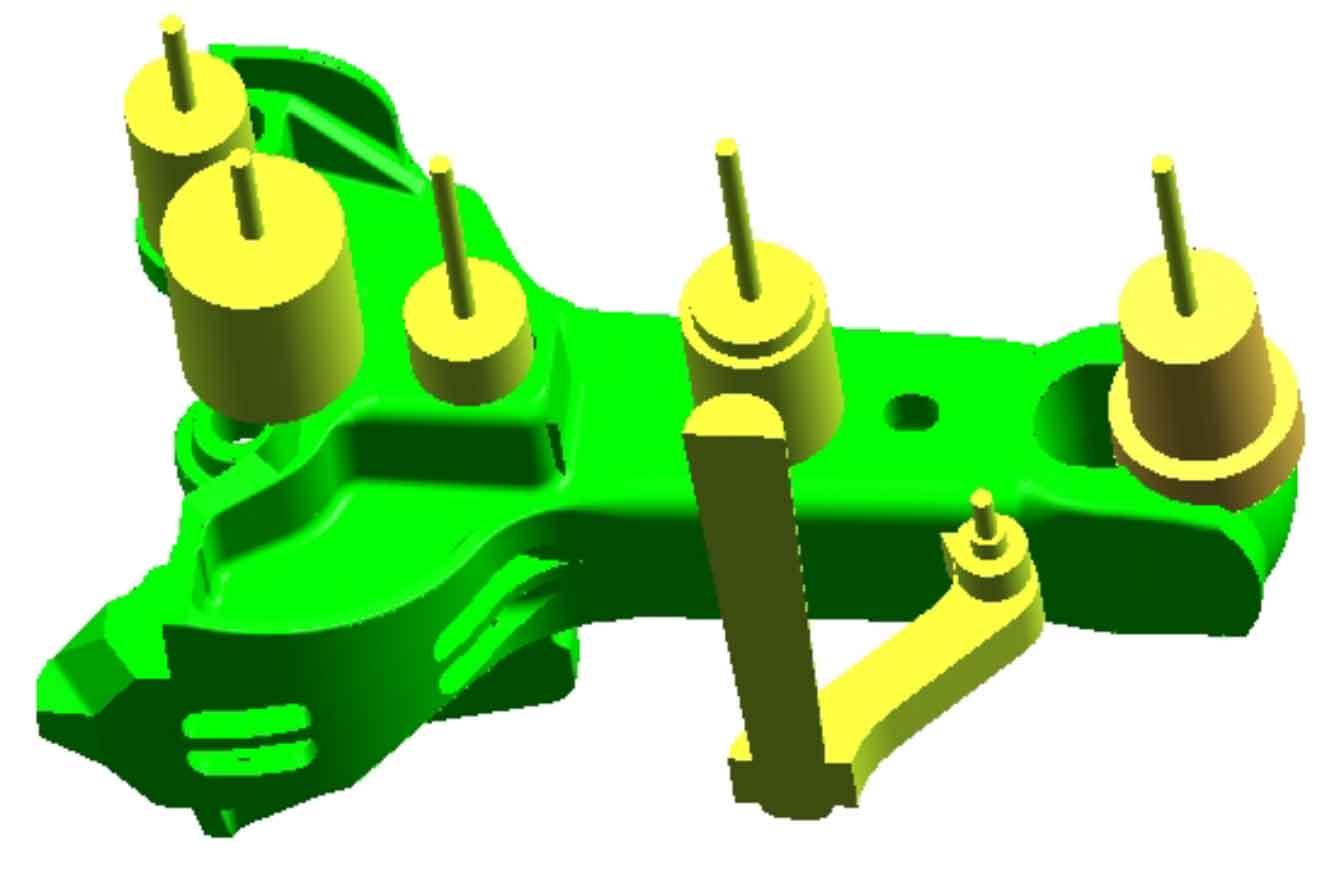
(3) The air outlet of the casting sand mold is staggered with the air outlet of the riser to prevent the sand from falling from the air outlet of the riser into the mold cavity. The formed cold iron is added at the hot joint to create cooling conditions for the castings to solidify at the same time or locally in the direction of the riser. The improved casting process diagram of hook body is shown in the figure.