
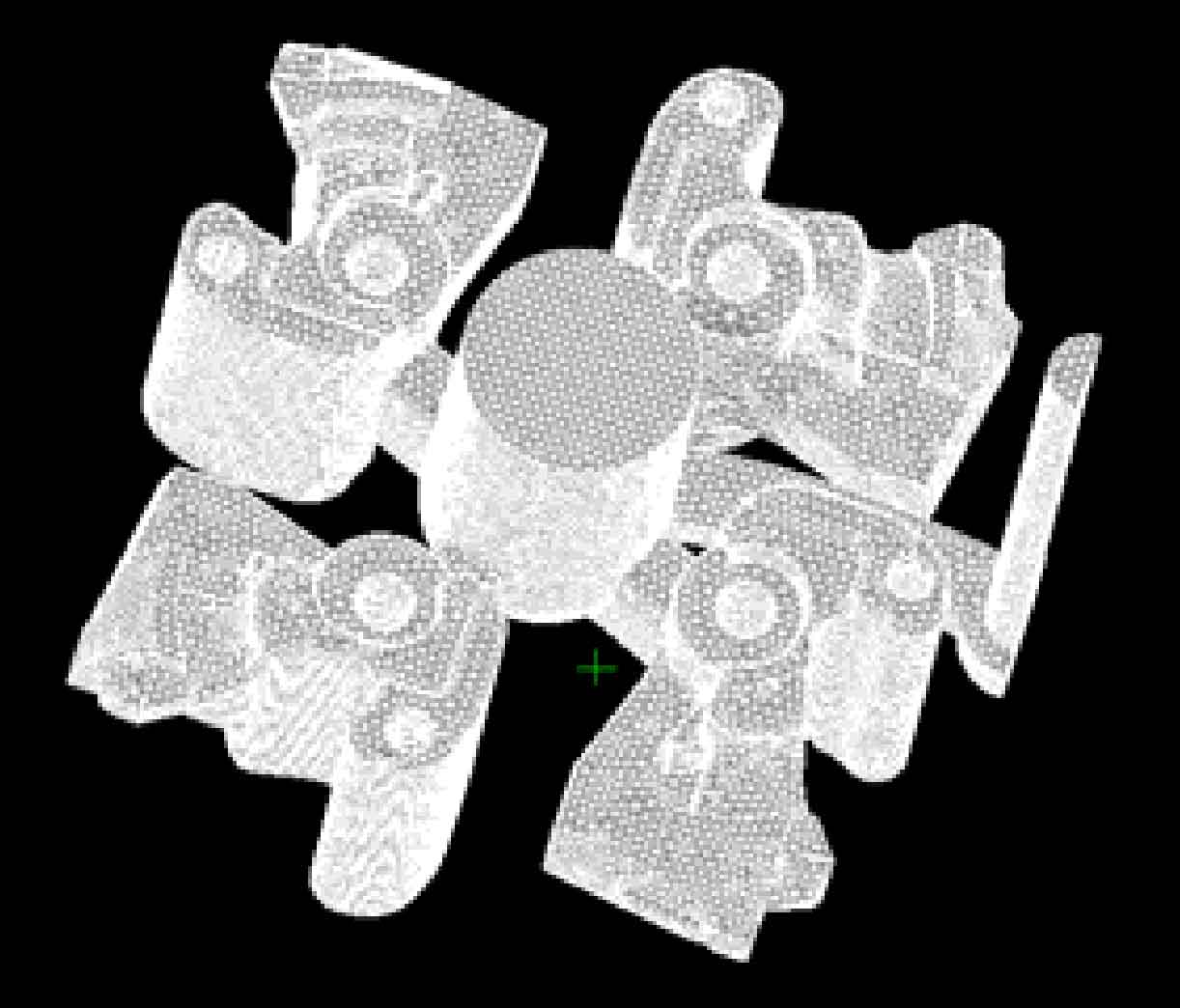
1. Model transformation and mesh generation
The coupler knuckle and its casting process are modeled by UG, and then the steel castings and sand core models of coupler knuckle are derived by using Parasolid interface file format XT mesh file, and then import them into meshcast for finite element mesh generation Mesh mesh file. Finally, the assembly is carried out. The final number of face nodes is 191981, and the number of face elements is 923040. The finite element mesh model of 16 hook tongue steel casting is shown in the figure.
2. Setting of thermophysical parameters
The coupler tongue is the same as the coupler body. The steel casting of coupler tongue is made of ZG25MnCrNiMo, which is high-strength low-alloy Grade E steel. The molding material is wet clay sand, and the sand core material is triethylamine resin sand core. Some thermophysical parameters set include (temperature related parameters are not listed): liquidus temperature 1505 ℃, solidus temperature 1433 ℃, solidification latent heat 65kj / kg, Poisson’s ratio 0.3, molding modulus 2102psi, pouring temperature 1585 ℃, ambient temperature 25 ℃, heat transfer coefficient between steel casting and wet clay sand mold interface 500W / (M2 · K), heat transfer coefficient between steel casting and sand core interface 500 W / (M2 · K), pouring time 20s, and the operating parameters adopt the default values.