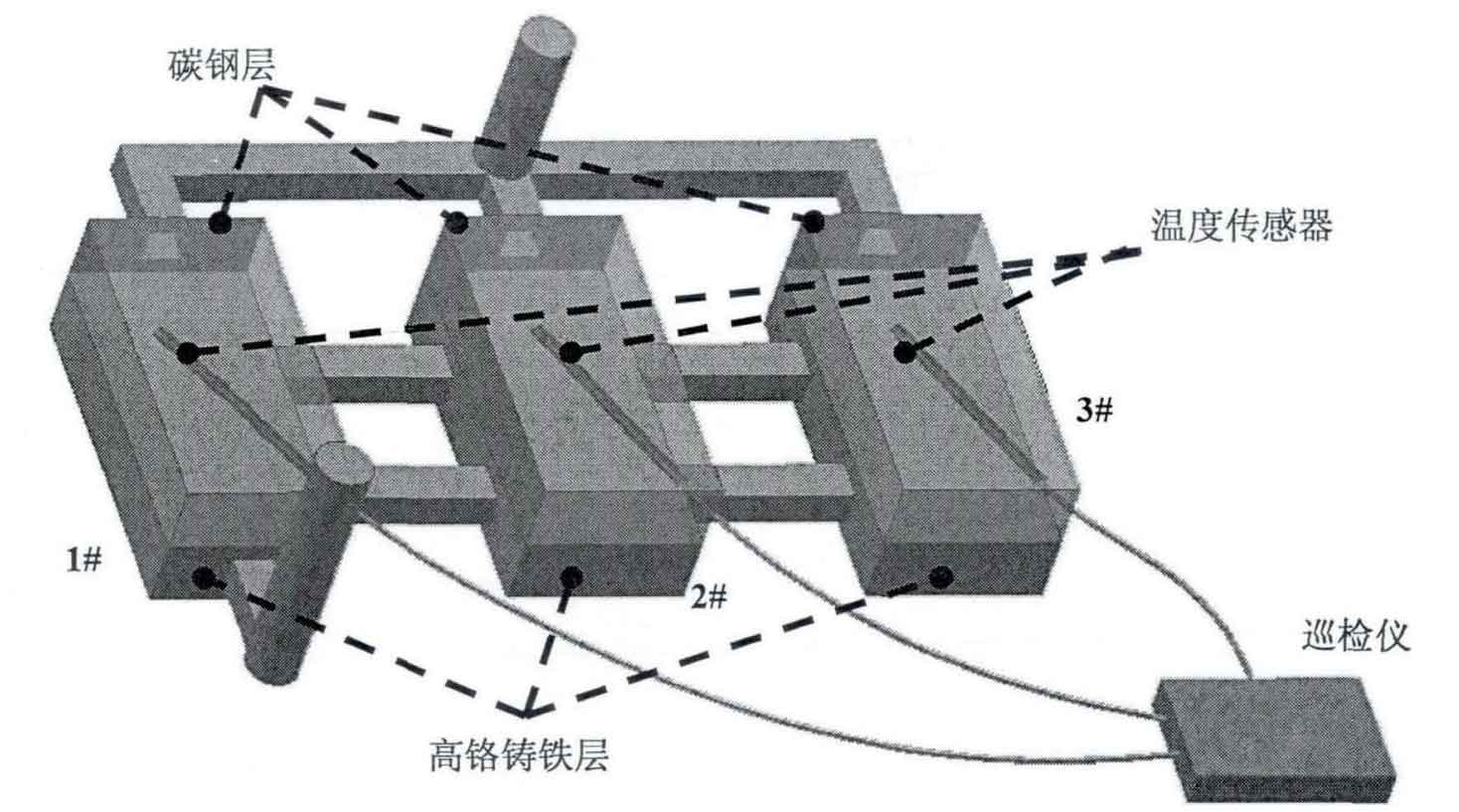
As shown in Figure 1, the left mold cavity is filled with high chromium cast iron liquid first, then flows into the middle mold cavity through the “connecting channel”, and finally into the right mold cavity, resulting in temperature gradient of high chromium cast iron in each mold cavity. When the surface of high chromium cast iron solidifies to the required thickness, pour the molten carbon steel, record the temperature field changes in the whole process through the patrol inspection instrument, and determine the sample with the best composite thickness according to the temperature curve changes and sample test results, so as to determine the pouring temperature of molten metal.
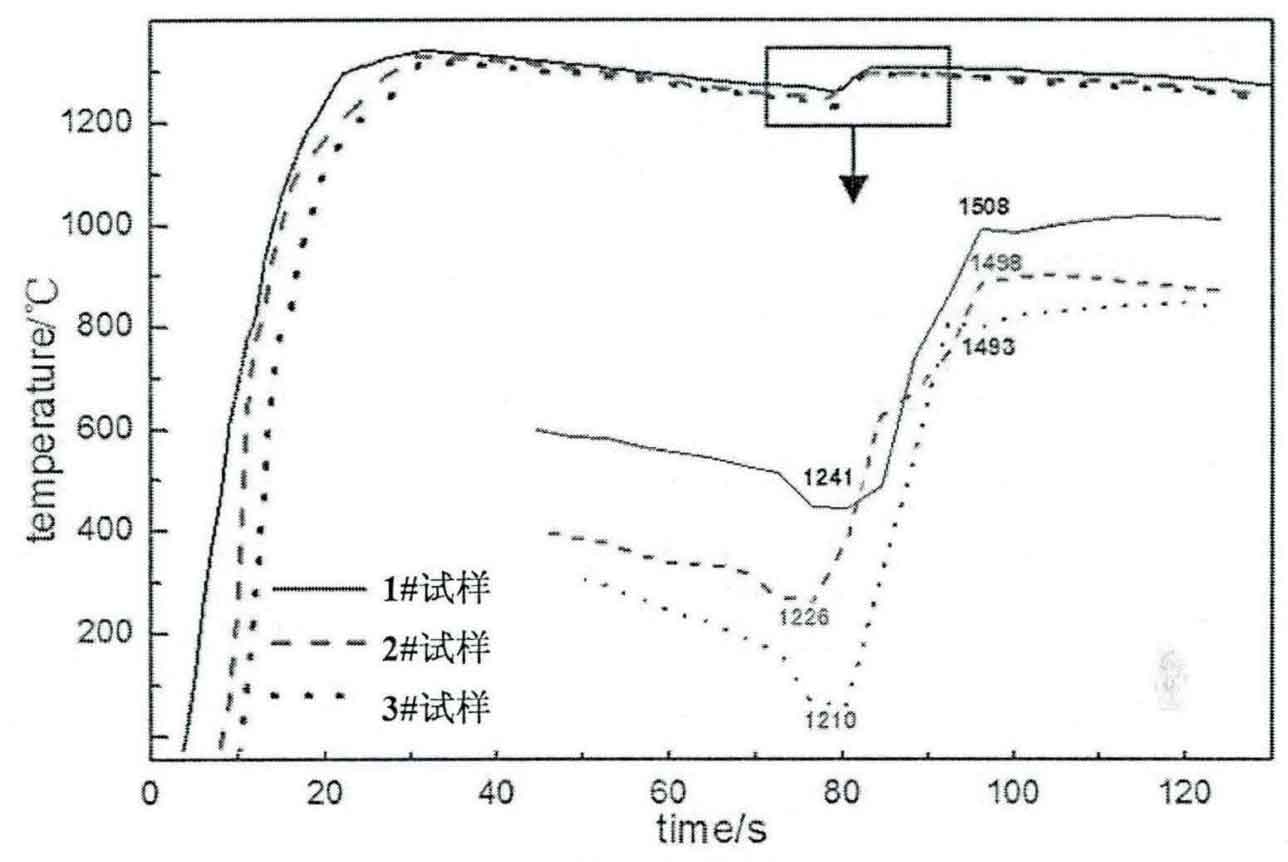
The pouring temperature of carbon steel is, and the surface temperature of high chromium cast iron in the three cavities is shown in the table.
| Sample No. | Surface temperature of high chromium cast iron °C | Pouring temperature of carbon steel °C |
| 1# | 1241 | 1550 |
| 2# | 1226 | 1550 |
| 3# | 1210 | 1550 |
As shown in Fig. 2, after pouring carbon steel, the three temperature curves have abrupt changes. 3\sample has the largest temperature rise, and different temperature rise may lead to different thickness of remelted low alloy steel surface. It can be inferred that the bimetal interface thickness of 2\sample is higher than that of 1\sample, and the interface thickness of 3\sample is higher than that of 2\sample. Therefore, the best temperature combination for the combination of the two materials is determined as: carbon steel 1550 ° C, high chromium cast iron 1210 ° C.