
In casting production, due to the uneven wall thickness of the gray cast iron cylinder head, it is easy to produce shrinkage cavity, porosity, depression and other defects in the thick parts. Generally, the method of adding external chill can be adopted, and the method of placing internal chill can also be adopted. However, placing internal chill is easy to cause choking, pores, cracks and other defects in the gray cast iron cylinder head. Therefore, in view of the shrinkage and looseness of the bolt hole of the high-grade gray cast iron cylinder head of large diesel engine, the process scheme of placing the external chill at the defect position of the bolt hole is first adopted for trial production.
1. Scheme 1
There are four rows of bolt holes in the gray cast iron cylinder head of large diesel engine, and the middle two rows of bolt holes account for 96% of the waste products. The casting defects are mainly concentrated in these two rows of bolt holes. Therefore, 10 pieces with the size of φ 35 mm × 30 mm external chill, as shown in Figure 1. A total of 15 gray cast iron cylinder heads were processed and 12 were scrapped, of which 6 were cast defects in conduit holes and 3 were cast defects in nozzle holes.
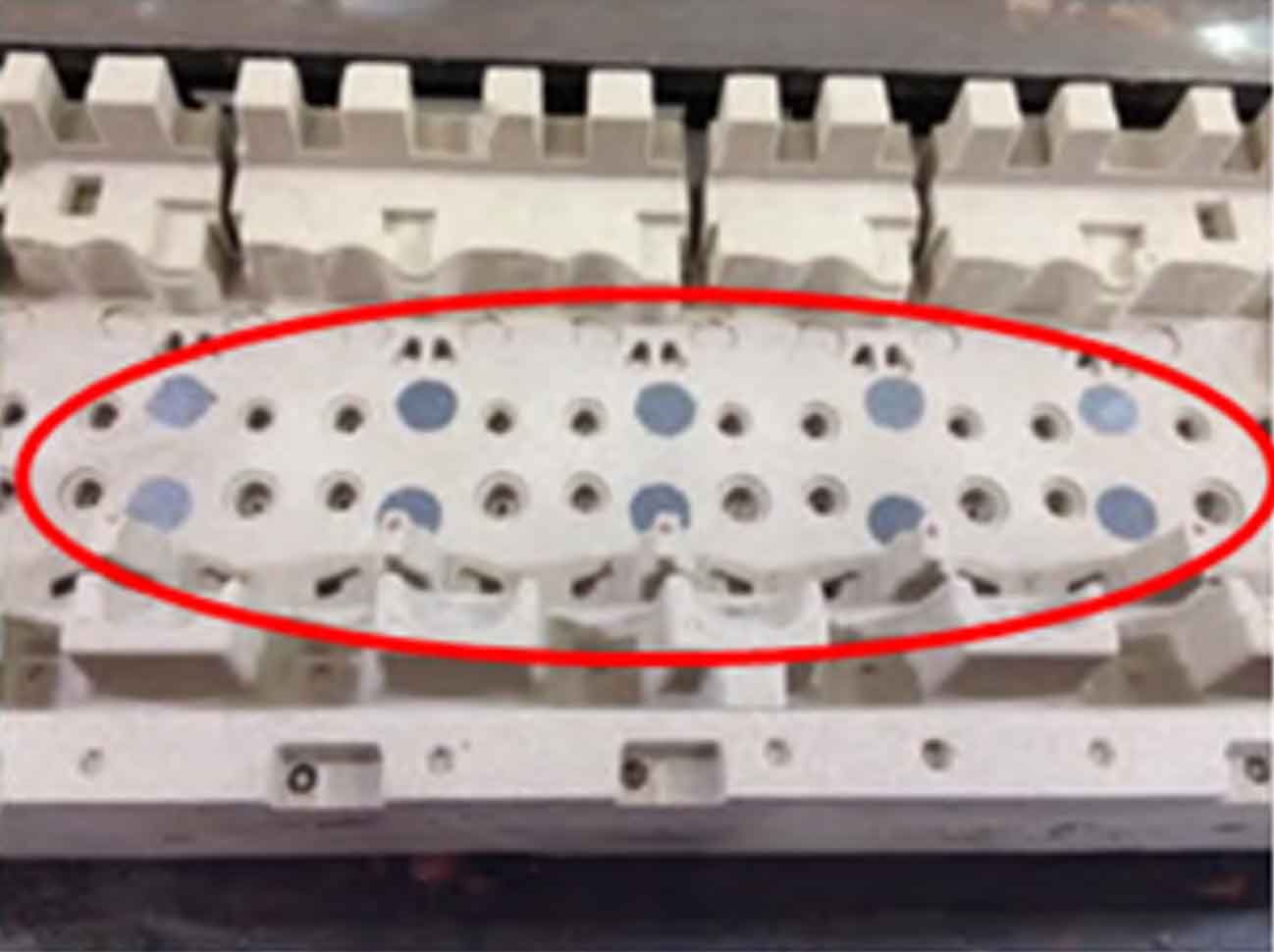
It can be seen that after the external chill is placed in the 2 rows of bolt holes, the cooling speed of the bolt holes is accelerated, and the shrinkage is transferred to other hot spots, that is, the nozzle hole and the conduit hole.
2. Scheme 2
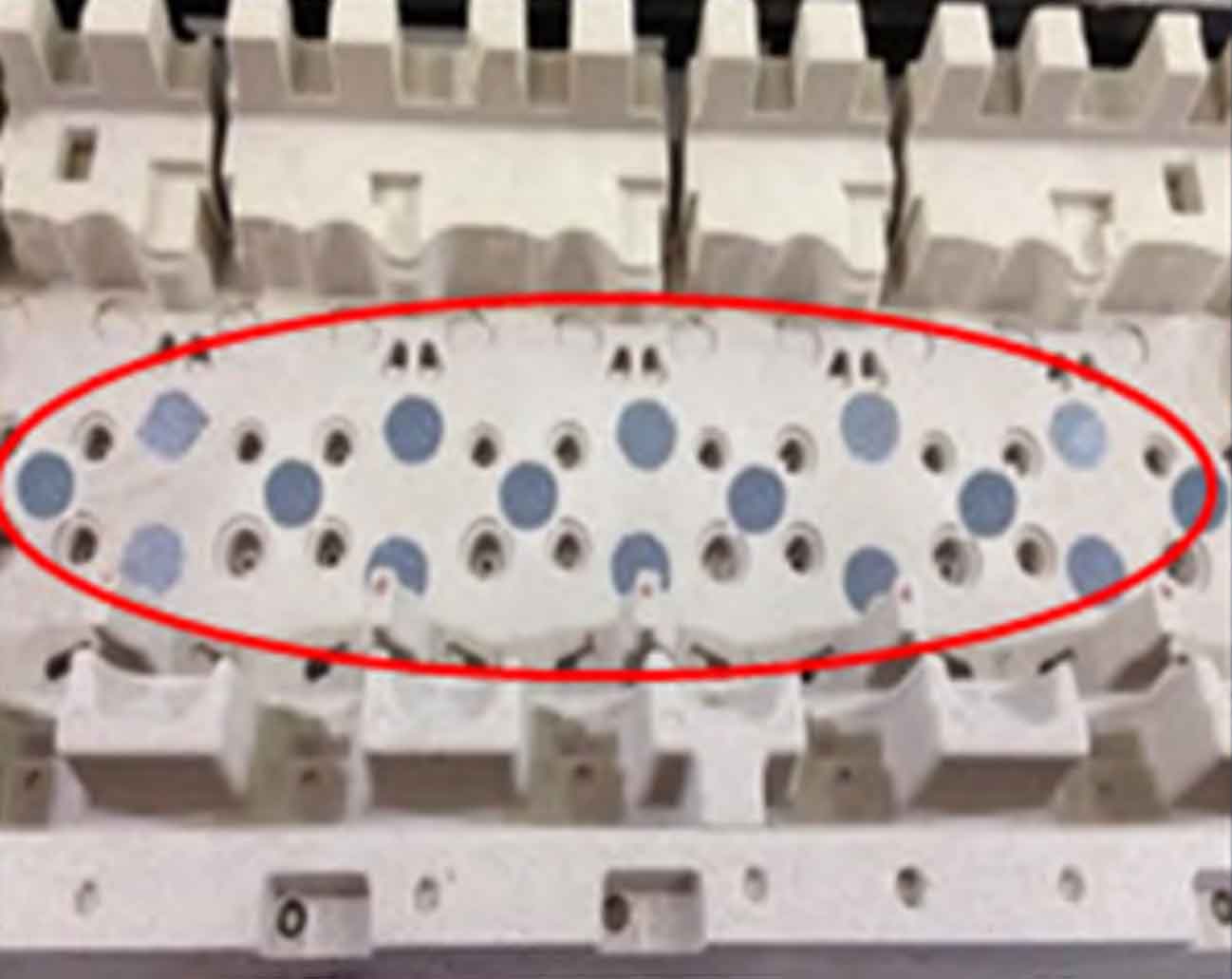
Place 10 external chills at the bolt hole of the base core and 6 external chills at the nozzle hole, all of which are φ 35mm × 30 mm. The location of chill in option 2 is shown in Figure 2. A total of 21 gray cast iron cylinder heads were processed, and 15 conduit holes were shrunk and scrapped, with a scrap rate of 71.4%. It can be seen that after the external chill is added to the bolt hole and nozzle hole, the shrinkage is transferred to the conduit hole.
3. Scheme 3
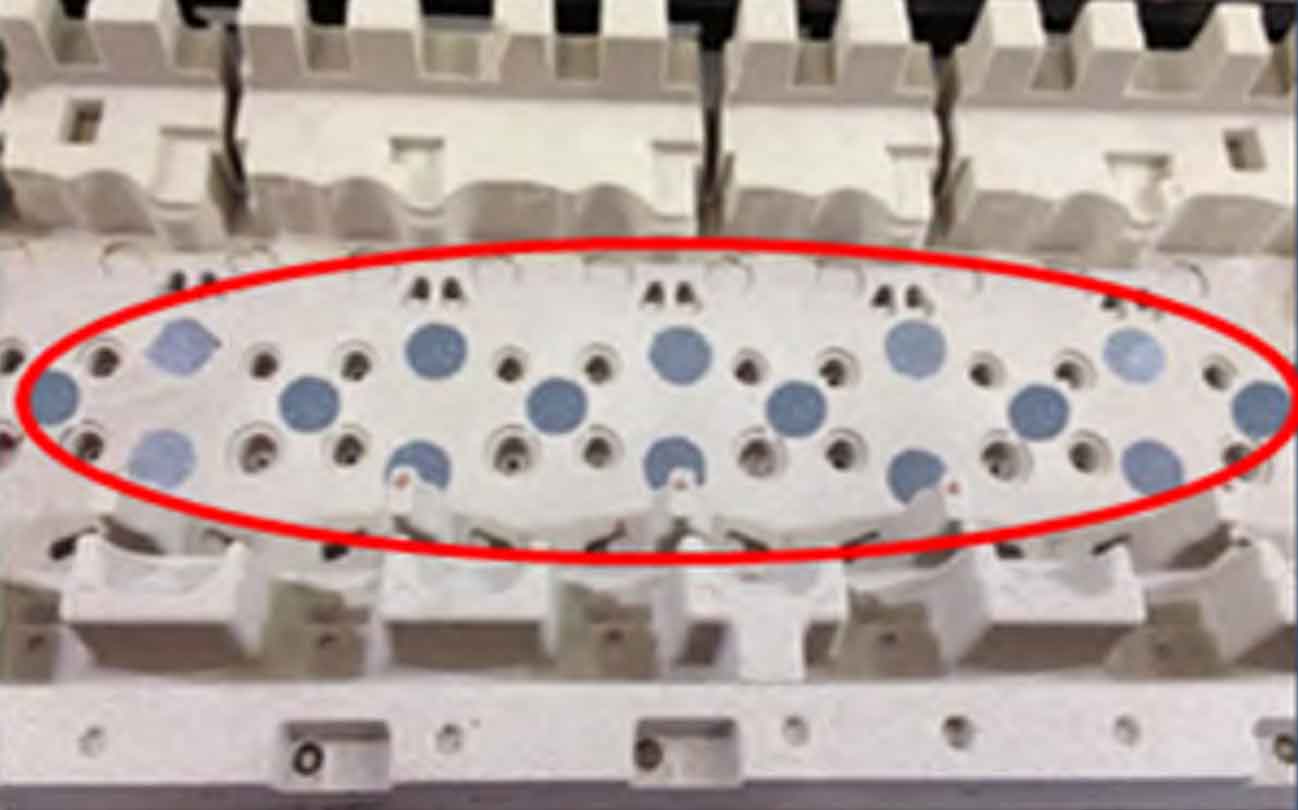
The size of bolt hole and oil nozzle hole is φ 25 mm × 30mm external chill, 12 pieces of size φ 18mm × For 30 mm external chill, the layout of chill in scheme 3 is shown in Figure 3. 20 gray cast iron cylinder heads were processed, and 18 bolt hole casting defects were scrapped, with a scrap rate of 90%. It can be seen that the outer chill is placed at the hot joint of the cylinder head, such as the bolt hole, the nozzle hole and the guide hole, and the shrinkage casting defect returns to the bolt hole.

The analysis shows that after placing the external chill, the shrinkage casting defects move back and forth in many hot joints inside the cylinder head, and the shrinkage problem can never be solved, and the scrap rate is still very high. Therefore, it is decided to adopt the internal cooling iron scheme for the test.
Key points for the use of internal cooling iron: the size of internal cooling iron should be determined according to the hot joint of gray cast iron cylinder head. If the size is too small and the metal liquid is in contact with it, the internal cooling iron will melt immediately and cannot play the role of internal cooling iron; The size is too large, and the molten metal can’t melt the internal chill well, which causes the gray cast iron cylinder head to produce cracks, cracks, strength reduction and other adverse factors. In addition, the internal cooling iron is an object retained in the gray cast iron cylinder head. In order to make the internal cooling iron and the gray cast iron cylinder head weld well, achieve certain mechanical properties, and do not produce casting defects, the internal cooling iron should be kept clean and bright, and the rusted and oily internal cooling iron can be used only after derusting and decontamination.
4. Scheme 4
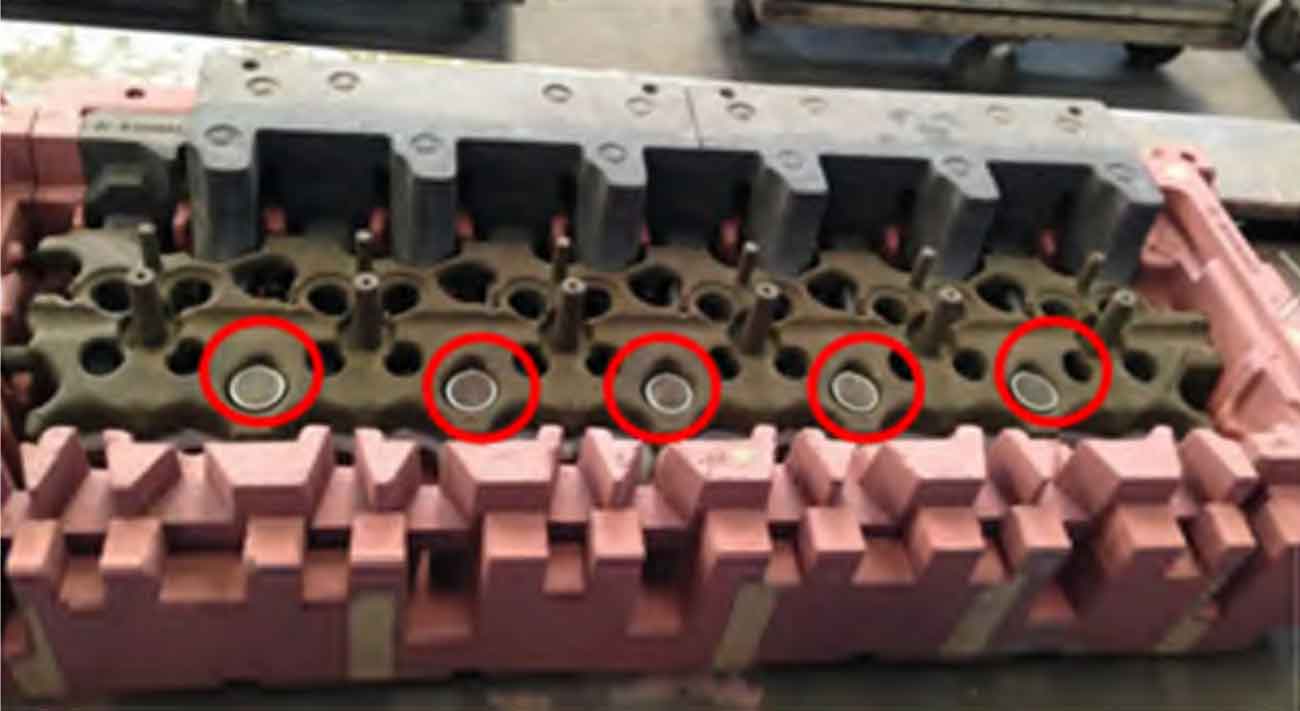
The size of the bolt hole is φ 30 mm × 55 mm internal cooling iron, which is flush with the water jacket core, as shown in Figure 4. A total of 98 pieces were processed, and 20 pieces of shrinkage casting defects in bolt holes and conduit holes were discarded, with a scrap rate of 20.4%. Compared with the first three schemes, the scrap rate was significantly reduced, which shows that the effect of placing internal chill at the hot joint (bolt hole) of gray cast iron cylinder head is stronger than that of external chill, which can improve the quality of gray cast iron cylinder head and effectively reduce the scrap rate.
There are four rows of bolt holes in the high-grade gray cast iron cylinder head of large diesel engine, and only one row of bolt holes can be used to place the internal chill (this row of bolt holes accounts for 80% of the total bolt hole casting defects). However, after processing, it is found that there are still shrinkage casting defects in the rest of the bolt holes that cannot place the internal chill, and a small amount of shrinkage in the guide hole also leads to the scrapping of the cylinder head, which requires further measures.
5. Scheme 5
Place 5 pieces of internal cooling iron at the bolt holes, and place the size at the other bolt holes where the internal cooling iron cannot be placed φ 25 mm × 30mm external chill. A total of 24 pieces were processed, and 4 pieces were scrapped due to shrinkage and casting defects at bolt holes and conduit holes, with a scrap rate of 16.67%.

In order to speed up the progress, the air tightness test was carried out in the author’s company, and 26 drill holes were drilled according to the drill template φ 16 mm bolt holes, 24 φ 13 mm conduit holes and 6 φ 26 mm nozzle hole, as shown in Figure 5. The results show that there are 26 cylinder heads tested, and only one gray cast iron cylinder head with water leakage under pound pressure, and the effect is remarkable.