
Abstract
This comprehensive article delves into the intricate details of the development and optimization of the low pressure casting process for the CR400AF gearbox. Through rigorous analysis of the product’s structure, requirements, and critical components, a scientifically sound and practically feasible casting process plan was formulated. The application of simulation software played a pivotal role in refining the process, addressing issues such as porosity and shrinkage defects that emerged during production. The optimized process has proven its worth, not only by significantly boosting the gearbox yield but also by ensuring that the quality meets or exceeds all technical specifications.
1. Introduction
The high-speed train gearbox is a crucial component in the drive system of a train, responsible for transmitting the rotational speed and torque generated by the electric motor to the wheels, thereby propelling the train forward. The integrity of the gearbox is paramount to the safe and efficient operation of the entire train, and any failure can lead to a loss of power or even catastrophic accidents. The CR400AF gearbox, designed for 350 km/h standard EMUs (Electric Multiple Units), necessitates strict quality control to meet stringent standards and requirements.
1.1 Background and Significance
The CR400AF gearbox is cast using AlSi7Mg0.3 alloy, renowned for its excellent casting properties, high strength, corrosion resistance, and machinability. Initially, the casting yield hovered around 50%, posing a significant challenge for production. However, through continuous process optimization, the yield has soared to over 90%, with over 10,000 units produced to date.
1.2 Objective and Scope
The objective of this article is to provide a comprehensive overview of the development and optimization journey of the low pressure casting process for the CR400AF gearbox. We will delve into the product’s structure, technical requirements, process design, simulation optimization, defect mitigation strategies, and production outcomes.
2. Product Structure and Technical Requirements
2.1 Dimensions and Material Properties
The CR400AF gearbox casting weighs 70 kg, with dimensions of 1050 mm × 228 mm × 608 mm (L × W × H). The wall thickness varies significantly, ranging from 13 mm to 130 mm, with the thickest section exceeding 80 mm around the upper oil drain hole. The flange wall thickness is 43 mm, the mating surface is 36 mm, and the flange side arc is 13 mm thick, creating a challenging scenario for the casting process design due to the uneven wall thickness distribution and the presence of thick hot spots.
2.2 Quality Assurance and Defect Criteria
The gearbox is subjected to rigorous quality assurance measures, including 100% DR (Digital Radiography) inspection, with no allowance for repairs or rewelding. Defects on the machined surfaces must not exceed 1 mm in size. These stringent requirements necessitate a high level of process control and optimization to ensure flawless products.
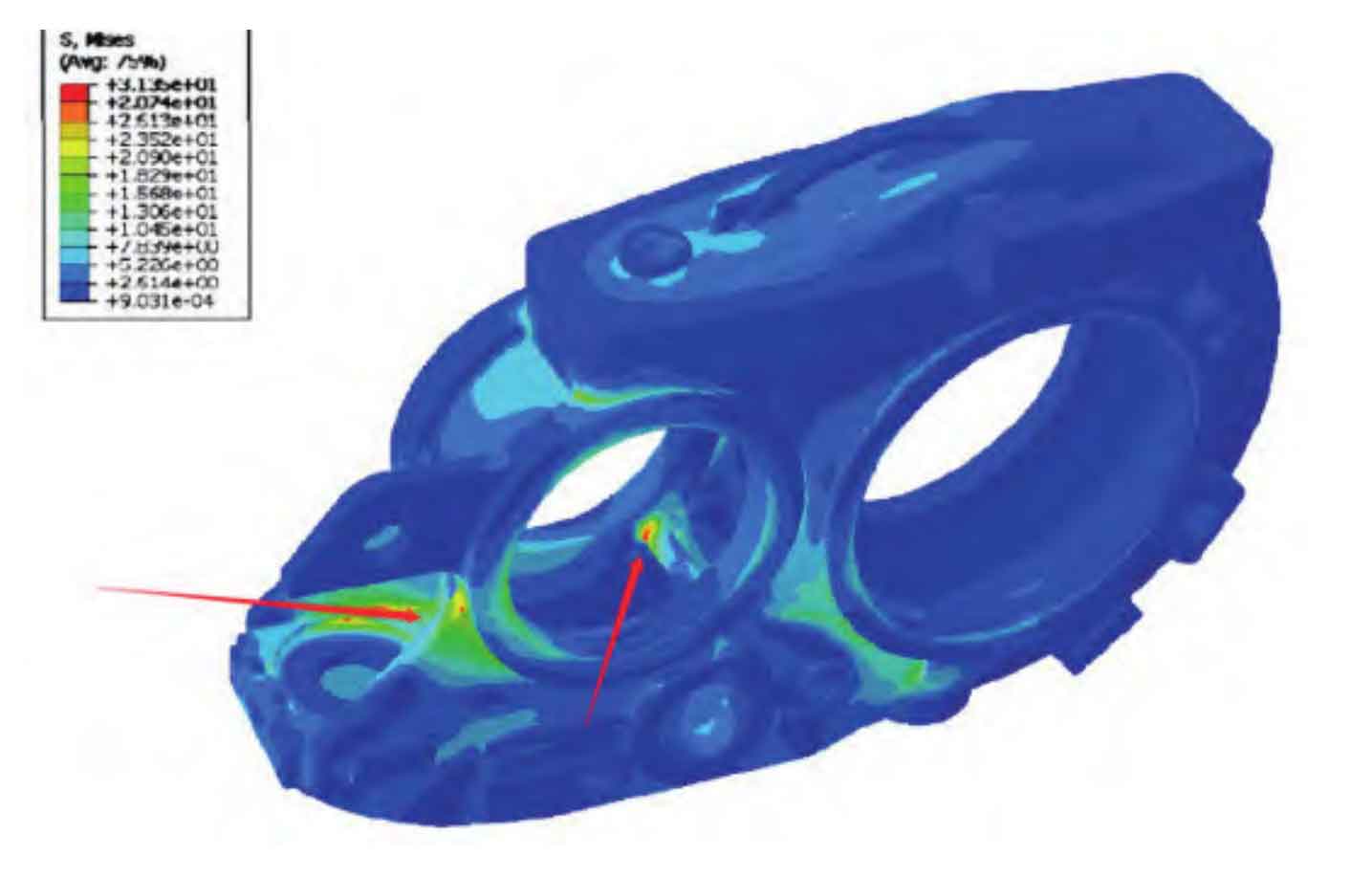
2.3 Stress and Impact Analysis
Stress analysis using simulation software revealed that the suspension and oil baffle areas experience the highest stress during operation. These regions require special attention in the casting process to ensure optimal internal quality and mechanical properties. Additionally, the large arc area, facing the direction of travel, is susceptible to impact damage from flying debris at high speeds, necessitating robust protection during casting.
3. Overall Casting Process Design
3.1 Process Selection and Setup
The low pressure casting process, coupled with resin sand molding, was chosen for the CR400AF gearbox due to its ability to produce high-quality castings with complex geometries and thin walls. The gating system was designed on the mating surface, employing an open, dispersed ingate configuration with a ratio of sprue: runner: ingate = 1:2:3. Horizontal molding and vertical pouring techniques were adopted to facilitate process control and ensure optimal filling.
3.2 Gating and Riser Design
Given the varying wall thickness, a heating riser was positioned in the thickest upper section to ensure proper feeding and minimize shrinkage defects. Cold irons were used to accelerate cooling in critical areas, refining grain structure and enhancing mechanical properties.
3.3 Simulation
To further optimize the gating and riser design, as well as to predict potential casting defects, advanced simulation software was employed. The simulation process involved creating a detailed 3D model of the casting, including the gating system, risers, and cold irons. Material properties, casting temperatures, and cooling rates were also taken into account.
The simulation software allowed for the analysis of metal flow during the filling process, identifying areas where turbulence or incomplete filling might occur. This information was used to refine the gating design, ensuring smooth and controlled metal flow throughout the mold.
Additionally, the simulation provided insights into the solidification process, highlighting regions prone to shrinkage, porosity, or hot tears. Based on these findings, adjustments were made to the riser design and placement, ensuring adequate feeding of the casting and minimizing defects.
Cold iron placement was also optimized through simulation, with a focus on achieving the desired cooling rates in critical areas. This led to an improved grain structure and enhanced mechanical properties, as predicted by the simulation results.
Overall, the simulation process played a crucial role in refining the gating and riser design, as well as optimizing the use of cold irons. This resulted in a high-quality casting with minimal defects and improved mechanical properties, ultimately leading to a more efficient and cost-effective manufacturing process.
3.4 Production Outcomes
Defect Reduction: The systematic approach of utilizing simulation software not only identified potential issues but also guided corrective actions that significantly reduced defects. Specifically, the proportion of porosity and shrinkage defects decreased drastically. Porosity, which had previously been a major concern, especially in the upper regions of the gearbox, was reduced from 10% to below 2% through measures such as adding overflow risers and enhancing venting. Similarly, shrinkage defects in the critical areas were mitigated through the optimized placement of feeders and the improved solidification sequence.
Improved Mechanical Properties: The optimized cooling rates achieved through the strategic placement of cold irons resulted in a refined grain structure. This refinement, coupled with the elimination of defects, significantly enhanced the mechanical properties of the casting. As mentioned earlier, the final gearboxes exhibited excellent mechanical properties, with tensile strength exceeding 290 MPa and elongation above 5%, far surpassing the original technical requirements.
Increased Production Efficiency: The reduction in defect rates led to a notable improvement in production efficiency. The gearbox casting yield increased from an initial 50% to over 90%, significantly reducing waste and costs associated with rework or scrap. The streamlined production process, with fewer defects, allowed for a more predictable and cost-effective manufacturing schedule.
Quality Assurance: The rigorous use of simulation and subsequent design refinements ensured that the casting process met the stringent quality requirements of the CR400AF gearbox. The internal and external quality of the castings, as verified through non-destructive testing such as DR inspections, was consistently high, with no indications of defects that would compromise the gearbox’s performance or safety.
4. Conclusion
In conclusion, the development and optimization of the casting process for the CR400AF gearbox involved a multi-faceted approach, incorporating detailed product analysis, innovative gating and riser designs, cold iron optimization, and extensive simulation. The simulation process, in particular, played a pivotal role in refining the casting design and predicting and mitigating potential defects. The successful implementation of these strategies resulted in a high-quality casting with superior mechanical properties, minimal defects, and improved production efficiency. The resulting gearboxes not only met but exceeded the technical requirements, ensuring the reliability and safety of the 350 km/h .