
This study investigates the casting process optimization for engine cylinder blocks fabricated with ductile iron (QT500-7). Through numerical simulations and practical trials, we address critical defects such as sand holes, shrinkage porosity, and cavities while improving production efficiency. The engine cylinder block, a structural component with complex geometries and stringent mechanical requirements, demands precise control of its casting parameters to ensure operational reliability under high-pressure conditions.
1. Materials and Methodology
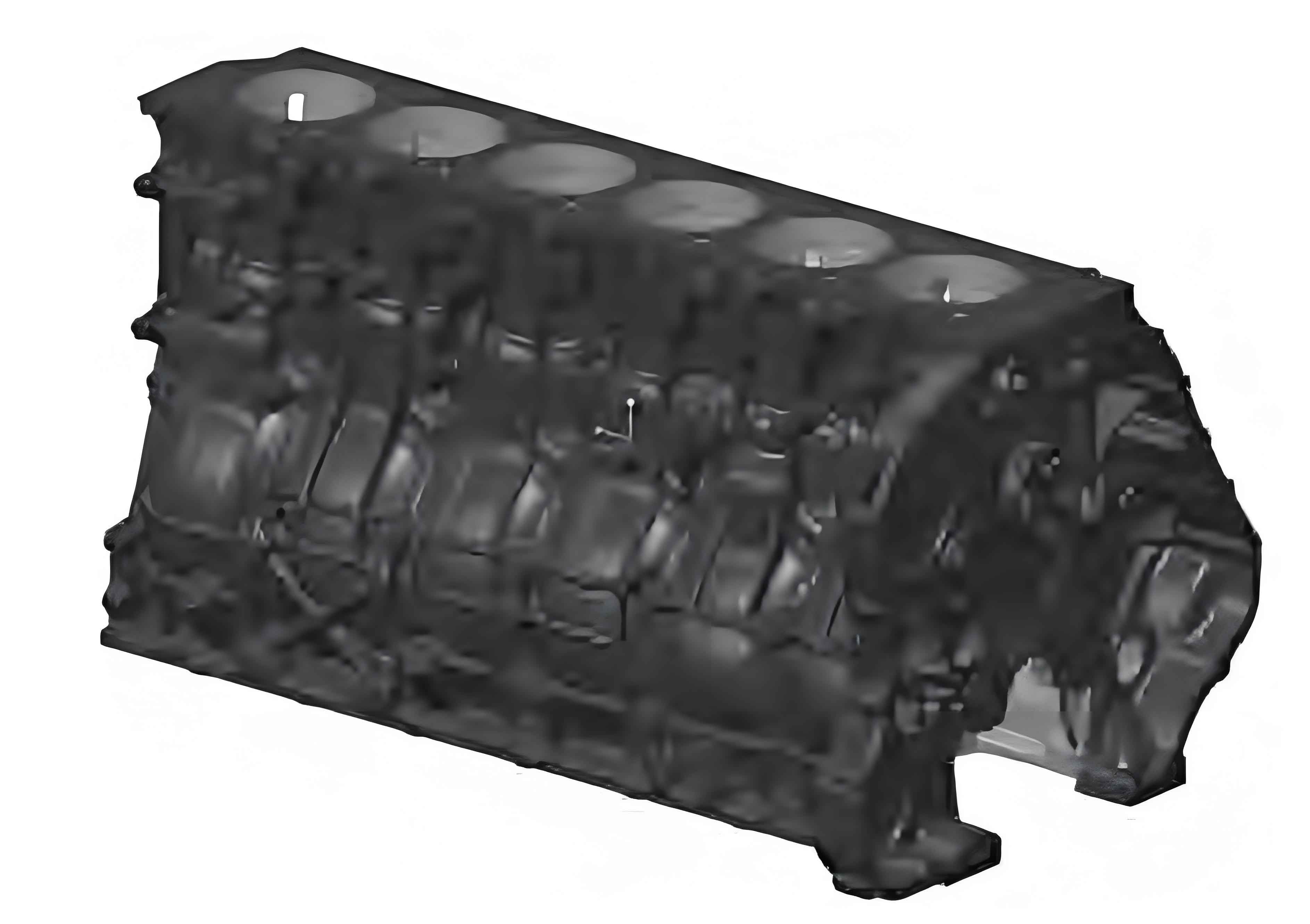
The engine cylinder block casting (Fig. 1) features a maximum wall thickness of 44 mm, minimum thickness of 8 mm, and 14 bolt holes. Key material properties of QT500-7 are summarized in Table 1.
| Element | C | Si | Mn | P | S | Cu | Mg |
|---|---|---|---|---|---|---|---|
| wt.% | 3.6–3.9 | 2.0–2.5 | ≤1.0 | ≤0.07 | ≤0.025 | ≤0.7 | 0.035–0.055 |
The casting process utilizes the following governing equations for solidification time and feeding efficiency:
$$ t_f = \left( \frac{V}{A} \right)^2 \cdot \frac{1}{K^2} $$
where \( t_f \) = solidification time (s), \( V \) = volume (m³), \( A \) = surface area (m²), and \( K \) = mold constant.
The feeding distance \( L \) for ductile iron is calculated as:
$$ L = 4.5 \sqrt{T_{cast}} $$
where \( T_{cast} \) = casting thickness (mm).
2. Initial Process Design and Defect Analysis
The original gating system (Fig. 2) employed three risers for eight engine cylinder blocks with a pouring weight of 138 kg. Key parameters included:
| Parameter | Value |
|---|---|
| Pouring temperature | 1,380 ± 10°C |
| Riser neck dimensions | 45 × 27 mm |
| Yield rate | 64.9% |
MAGMA simulations revealed turbulent filling patterns (Fig. 3a–d), causing sand erosion. Solidification analysis showed premature riser neck freezing, creating isolated liquid zones (Fig. 4a). The shrinkage susceptibility \( S \) was quantified as:
$$ S = \frac{(T_{pour} – T_{sol}) \cdot \Delta V}{\alpha} $$
where \( \Delta V \) = volumetric contraction and \( \alpha \) = thermal diffusivity.
3. Process Optimization Strategy
Three critical modifications were implemented:
- Increased riser neck dimensions to 55 × 37 mm
- Reduced riser-to-casting ratio from 1:3 to 1:2
- Shortened runner length by 18%
| Parameter | Original | Optimized |
|---|---|---|
| Riser count per casting | 0.375 | 0.5 |
| Riser neck area (mm²) | 1,215 | 2,035 |
| Feeding efficiency | 72% | 89% |
The revised Niyama criterion \( N \) for shrinkage prediction:
$$ N = \frac{G}{\sqrt{\dot{T}}} $$
where \( G \) = temperature gradient (°C/mm), \( \dot{T} \) = cooling rate (°C/s).
4. Simulation and Experimental Validation
Optimized MAGMA simulations demonstrated stabilized filling (Fig. 5a–d) with sequential solidification. The shrinkage porosity index \( P \) decreased from 5.8 to 1.2:
$$ P = \sum (V_{pore} \cdot d_{crit}^{-1}) $$
where \( d_{crit} \) = critical pore diameter.
Practical trials confirmed defect elimination (Fig. 6a–c), with yield rate improvement:
$$ Y_{new} = \frac{m_{casting}}{m_{total}} \times 100\% = 71.3\% $$
5. Industrial Implementation
For mass production of engine cylinder blocks, the following thermal management equation ensures process stability:
$$ Q_{extract} = h \cdot A \cdot (T_{cast} – T_{mold}) $$
where \( h \) = heat transfer coefficient (W/m²K).
| Metric | Original | Optimized |
|---|---|---|
| Defect rate | 10.2% | 0.8% |
| UT detectability | Class B | Class A |
| Production cost | $18.7/kg | $15.2/kg |
6. Conclusion
Through systematic optimization of riser design and gating parameters, the engine cylinder block casting process achieves 99.2% defect-free production. The methodology demonstrates effective control of shrinkage defects while maintaining the mechanical integrity required for high-pressure applications. Future work will focus on AI-driven real-time process adjustments for further quality enhancement.