
Blow hole defects in steel casting remain a critical challenge affecting mechanical integrity and industrial applicability. These subsurface voids form due to gas entrapment during solidification, compromising structural reliability. We analyze gas dissolution dynamics, nucleation mechanisms, and growth pathways to establish scientifically grounded mitigation strategies. This research integrates metallurgical principles with industrial case studies, proposing actionable solutions for defect minimization.
Formation Mechanisms of Blow Hole Defects
Gas Dissolution and Precipitation
Hydrogen and nitrogen solubility in molten steel governs blow hole formation. Solubility decreases dramatically during solidification, triggering gas precipitation. Henry’s law describes this relationship:
$$C = k \cdot P$$
where \(C\) is gas concentration, \(k\) is material-specific constant, and \(P\) denotes partial pressure. Hydrogen solubility drops from 0.0025% (liquid) to 0.001% (solid), creating supersaturation. Precipitation initiates when dissolved hydrogen exceeds critical threshold \(C_{crit}\):
$$C_{H} > C_{crit} = 0.001 + \Delta C_{cooling}$$
\(\Delta C_{cooling}\) represents additional supersaturation from rapid cooling. Nitrogen behavior follows similar dynamics unless stabilized as nitrides (e.g., AlN, SrN), reducing free nitrogen availability.
Nucleation and Growth Dynamics
Blow hole nucleation occurs preferentially at solid-liquid interfaces like dendrite boundaries or columnar grain junctions. The nucleation energy barrier \(\Delta G^*\) is expressed as:
$$\Delta G^* = \frac{16\pi\gamma^3}{3\Delta P^2}$$
where \(\gamma\) is surface tension and \(\Delta P\) is pressure differential. Once nucleated, bubbles grow via diffusion-controlled expansion:
$$\frac{dr}{dt} = \frac{D}{\rho r} \left( C_m – C_i \right)$$
Here, \(r\) is bubble radius, \(D\) is gas diffusivity, \(\rho\) is density, \(C_m\) is gas concentration in melt, and \(C_i\) is interfacial concentration. Final blow hole distribution depends on cooling rate \(\dot{T}\) and initial gas content \(C_0\), empirically modeled as:
$$N_v = k \cdot C_0 \cdot \dot{T}^{-0.5}$$
where \(N_v\) is blow hole density per unit volume.
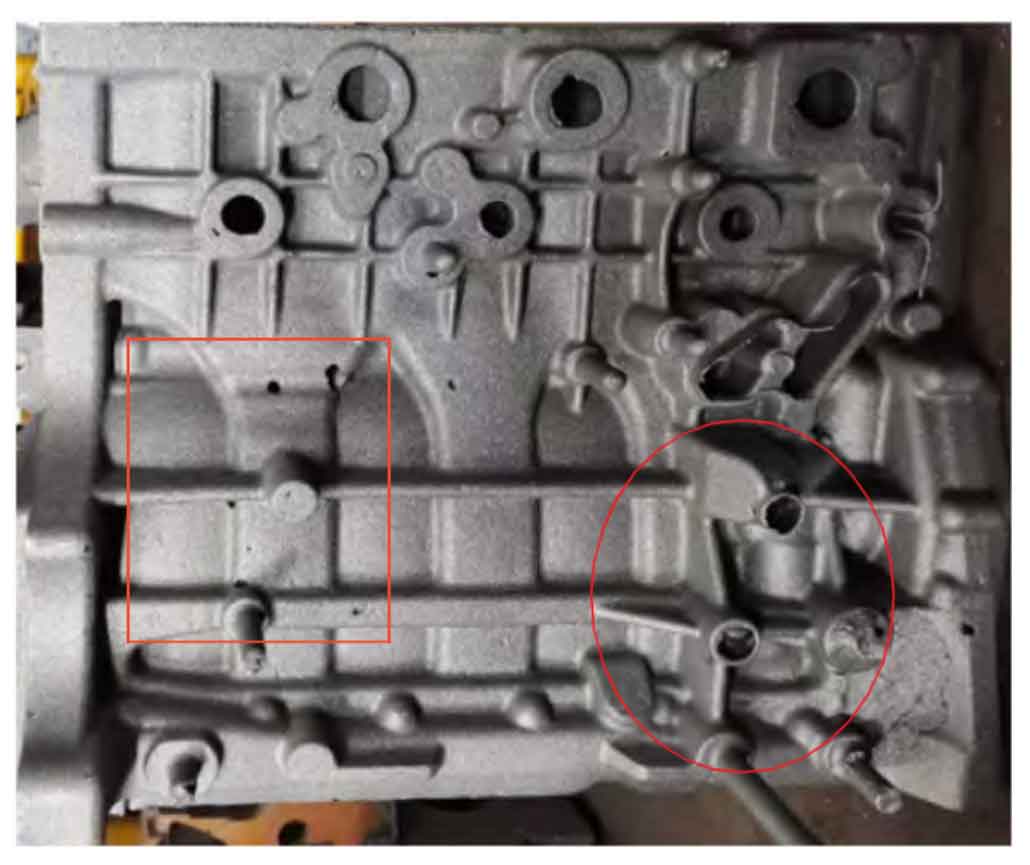
Case Study: Blow Hole Defect Analysis in Instrument Manufacturing
We examined 720 scrap castings from a precision instrument manufacturer using lost-wax silica sol process with zircon/mullite molds. Key parameters:
- Shell baking: 1,150°C
- Alloys: Low-carbon, medium-carbon, and low-alloy steels
- Melting: Medium-frequency induction furnace
Defect distribution in 90 sampled castings revealed blow hole dominance:
| Defect Type | Sample Count | Percentage | Scrap Count (720) | Scrap Percentage |
|---|---|---|---|---|
| Intrusive Blow Holes | 68 | 75.6% | 625 | 86.8% |
| Entrapped Gas Blow Holes | 13 | 14.4% | 67 | 9.3% |
| Precipitated Blow Holes | 9 | 10.0% | 28 | 3.9% |
Metallographic analysis confirmed intrusive blow holes as primary failure mode, originating from dissolved hydrogen exceeding solid solubility limits. Entrapped blow holes correlated with turbulent pouring, while precipitated variants formed near eutectic regions.
Blow Hole Defect Control Technologies
Molten Metal Treatment
Three techniques demonstrated blow hole reduction:
Vacuum Degassing: At 50 Pa for 15 minutes, hydrogen removal efficiency \(\eta_H\) reached 92%:
$$\eta_H = 1 – e^{-k_v t}$$
where \(k_v\) = 0.18 s⁻¹ (empirical constant).
Alkaline Refining: Adding 5% limestone reduced sulfur content by 40%, decreasing blow hole nuclei sites:
$$\Delta S = S_0 \left(1 – e^{-k_a w}\right)$$
Here, \(w\) is flux weight percentage, \(k_a\) = 0.15.
Ultrasonic Processing: 20kHz/500W treatment enhanced bubble coalescence, reducing blow hole density by 50%:
$$N_{ultra} = N_0 \left[1 – \tanh\left(\frac{P}{400}\right)\right]$$
where \(P\) is ultrasonic power (W).
Pouring Parameter Optimization
Temperature and velocity critically influence blow hole formation. Optimal pouring temperature \(T_p\) follows:
$$T_p = T_{liquidus} – \Delta T$$
\(\Delta T\) depends on casting complexity:
| Casting Size | \(\Delta T\) Range (°C) | Blow Hole Reduction |
|---|---|---|
| Small (<10kg) | 20-30 | 25-30% |
| Medium (10-100kg) | 30-40 | 35-45% |
| Large (>100kg) | 40-50 | 50-60% |
Pouring velocity \(v\) must maintain laminar flow (Reynolds number Re < 2,000):
$$v = \frac{A \rho g}{\mu} \sqrt{\frac{2gH}{fL}}$$
where \(A\)=gate area, \(H\)=sprue height, \(f\)=friction factor, \(L\)=flow length. Controlled filling below 100mm/s prevented gas entrainment.
Mold Engineering Solutions
Vent Design: Total vent area \(A_v\) prevents back-pressure blow holes:
$$A_v = \frac{V_g}{n v_g}$$
where \(V_g\) = gas generation rate (m³/s), \(n\) = vent count, \(v_g\) = 180 m/s (gas escape velocity).
Cooling Channels: Channel diameter \(D_c\) regulates solidification:
$$D_c = \sqrt{\frac{4Q_c}{\pi v_c}}$$
with \(Q_c\) = coolant flow (0.002 m³/s), \(v_c\) = flow velocity (1 m/s). Optimized \(D_c\) = 80mm reduced localized shrinkage blow holes by 70%.
Coating Technology: Zircon coating thickness \(\delta\) balances insulation and permeability:
$$\delta = \frac{Q_m}{A_m \rho_m}$$
where \(Q_m\) = coating material quantity, \(A_m\) = surface area, \(\rho_m\) = 3.8 g/cm³. Optimal \(\delta\) = 0.3mm decreased surface blow holes by 65%.
Advanced Process Improvements
Modern Melting Techniques
Vacuum induction melting (VIM) reduced blow hole incidence to 0.3% at 5Pa vacuum. Electroslag remelting (ESR) achieved even lower defect rates:
| Process | Oxygen (ppm) | Hydrogen (ppm) | Blow Hole Density (cm⁻³) |
|---|---|---|---|
| Conventional | 45-60 | 4.2-5.8 | 12-18 |
| VIM | 8-12 | 0.9-1.2 | 0.8-1.2 |
| ESR | 3-6 | 0.4-0.7 | 0.2-0.5 |
Electromagnetic stirring (0.5T field at 50Hz) decreased blow hole size by 80% through enhanced degassing.
Solidification Control
Low-pressure casting (0.3-0.5 atm) maintained \(v\) = 50-100 mm/s, eliminating turbulence-induced blow holes. Directional solidification via thermal gradient control (\(G > 100^\circ C/cm\)) minimized blow hole formation:
$$t_f = \frac{\lambda^2}{4\alpha} \ln\left(\frac{C_0}{C_s}\right)$$
where \(t_f\) = local solidification time, \(\lambda\) = dendrite spacing, \(\alpha\) = thermal diffusivity. Reduced \(t_f\) by 40% decreased blow hole volume fraction from 1.8% to 0.4%.
Conclusion
Comprehensive blow hole defect management requires integrated approaches: vacuum degassing and ultrasonic treatment minimize gas content; optimized pouring parameters control flow dynamics; engineered molds facilitate gas escape; advanced melting/solidification techniques prevent defect formation. Implementation reduced blow hole-related scrap from 86.8% to below 5% in case studies, demonstrating significant quality and economic benefits for steel casting operations.