
Optimization of Casting Process for Road Machinery Vibrator Housing
The vibrator housing serves as a critical component in road machinery compactors, where rotational eccentric counterweights generate centrifugal force converted into compressive energy. This energy transformation ensures stable operation under demanding conditions while reducing noise emissions. Given its severe working environment, the housing demands exceptional impact resistance, toughness, and reliability. Rigorous quality control mandates non-destructive testing (PT, UT, RT) to verify integrity. This article details the optimization of the casting process to eliminate defects and enhance efficiency.
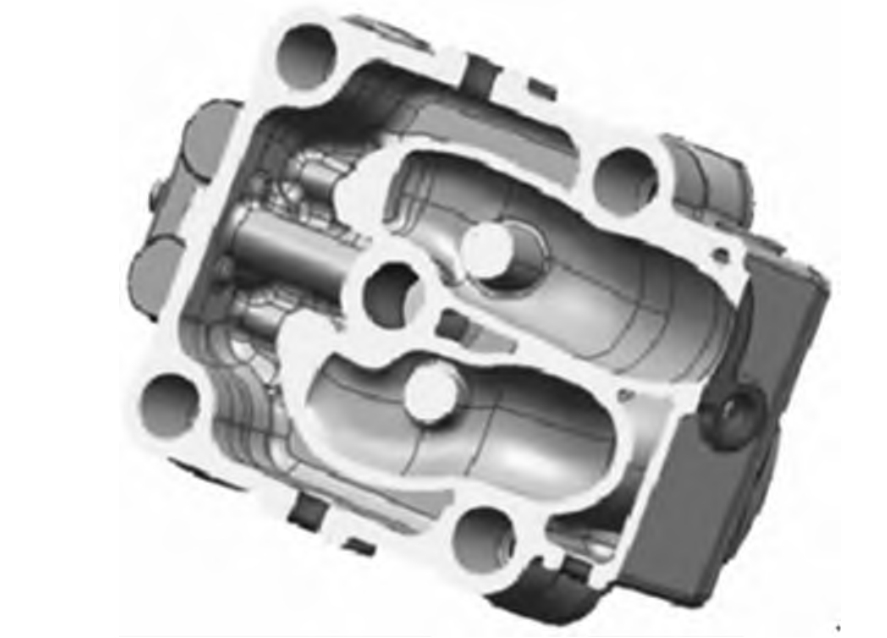
Structurally, the housing resembles a basin with an external flange, internal hubs, and reinforcement ribs (Figure 1). Manufactured in grade QT450-12 (1E0356), it weighs 152 kg with major dimensions of Ø900 mm × 500 mm. Critical wall thicknesses range from 15 mm to 40 mm. Material specifications include stringent chemical composition and mechanical property requirements, as shown in Tables 1 and 2.
| C | Si | Mn | Cr | Ti | Mg | P | S |
|---|---|---|---|---|---|---|---|
| 3.5–3.9 | 2.4–2.8 | ≤0.4 | ≤0.08 | ≤0.025 | 0.025–0.055 | ≤0.05 | ≤0.02 |
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HBW) |
|---|---|---|---|
| ≥415 | ≥275 | ≥7 | 156–217 |
Microstructurally, specifications require pearlite ≤10%, carbides ≤1%, and flake graphite layers ≤0.35 mm. Graphite must be spheroidal (grades 5–8) with nodularity ≥90%. Initial top-pouring casting processes yielded unsatisfactory results, prompting a comprehensive redesign.
Initial Casting Process and Deficiencies
The original method utilized furan resin sand molds in 1400 mm × 1200 mm boxes with a top-pouring dispersed system. The gating ratio was defined as:
$$ \sum S_{\text{runner}} : \sum S_{\text{gate}} : \sum S_{\text{ingate}} = 1 : 1.75 : 1.3 $$
Key parameters included a Ø60 mm sprue, 40/50 mm × 55 mm gates, and ten 40/45 mm × 10 mm ingates. Eight Ø80 mm × 120 mm exothermic risers and venting mechanisms were deployed. Two 100 mm × 100 mm ceramic filters were placed in the runner. The sand-to-iron ratio was calculated as:
$$ \text{Sand-to-iron ratio} = \frac{\text{Total sand weight}}{\text{Casting weight}} = 7:1 $$
Melting involved high-purity pig iron and scrap steel, with treatment at ≥1520°C. Pouring temperatures were maintained at 1380–1420°C. Alloying included 1.1–1.3% 2-6 low-rare-earth ferrosilicon magnesium inoculant, 0.4–0.5% silicon carbide pretreatment, and multi-stage BaSi inoculation totaling 0.7–0.8%.
Persistent issues emerged:
- from turbulent filling.
- Shrinkage porosity in hubs due to inadequate riser feeding.
- Low process yield: $$\text{Process yield} = \frac{\text{Casting weight}}{\text{Total poured weight}} \times 100\% = 62.0\%$$
- High scrap rate: 8.0%.
Optimized Casting Process Design
We redesigned the casting process using MAGMA simulation, implementing a bottom-gated filtered system with integrated risering. The new gating ratio became:
$$ \sum S_{\text{runner}} : \sum S_{\text{gate}} : \sum S_{\text{ingate}} = 1 : 1.1 : 0.9 $$
Components included:
- Shell Molds: Upper/lower shell assemblies made from coated sand.
- Gating: Ø60 mm sprue tube (high-temperature paper), 35/40 mm × 40 mm runner, two Ø40 mm ingates.
- Filtration: Two 75 mm × 75 mm ceramic foam filters.
- Risering: Two Ø70 mm insulated risers + four Ø70 mm × 120 mm exothermic risers.
- Venting: Four Ø18 mm × 250 mm vent pins.
- Chills: Four flange chills + three hub chills.
The conical sand mold reduced sand consumption, achieving a sand-to-iron ratio of 2.5:1. Process yield improved to 80.0%. Metallurgical enhancements included:
- Spheroidizer: Lanthanum-containing ferrosilicon magnesium alloy (1.1–1.3%) with composition shown in Table 3.
- Inoculants: High-BaSi (0.6–0.7%) for coverage + low-BaSi (0.1%) for stream inoculation.
| Material | Si | Mg | Ca | La | Ba | Al |
|---|---|---|---|---|---|---|
| Spheroidizer | 44–48 | 5.8–6.5 | 2.5–3.0 | 0.8–1.2 | – | ≤1.0 |
| Cover Inoculant | 60–70 | – | 0.5–2.0 | – | 6.0–11.0 | 0.5–1.7 |
| Stream Inoculant | 70–76 | – | 1.0–2.0 | – | 1.0–3.0 | 1.0–2.0 |
Production Validation and Results
Implementation confirmed the optimized casting process eliminated defects:
- X-ray inspection: Grade 1 (no shrinkage/slag).
- Mechanical properties exceeded requirements (Table 4).
- Microstructure: Pearlite (3%), carbides (≤1%), flake graphite (≤0.20 mm), nodularity ≥90%.
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HBW) |
|---|---|---|---|
| 455 | 308 | 18.5 | 178 |
Annual production reached 30,000 units with a scrap rate below 2.0%, demonstrating process robustness.
Conclusion
Optimizing the casting process resolved critical defects and improved efficiency:
- The integrated bottom-gated system enhanced metal filtration, reduced turbulence, and improved riser efficiency, eliminating slag inclusions and shrinkage. This elevated process yield from 62.0% to 80.0%.
- Lanthanum-based spheroidizers and multi-stage BaSi inoculation minimized shrinkage and carbides while ensuring nodularity ≥90%.
- Conical sand molds reduced the sand-to-iron ratio from 7:1 to 2.5:1, lowering costs and gas-related porosity. The scrap rate decreased from 8.0% to 2.0%.
This comprehensive casting process redesign delivers high-integrity housings suitable for demanding road machinery applications while significantly reducing production costs.