
Increasing demand for mineral resources necessitates enhanced performance in ore crushing equipment. Gyratory crushers play a critical role in primary crushing operations within mining and metallurgy sectors. Optimizing their crushing efficiency hinges significantly on improving the durability of lining plates and refining cavity geometry, directly impacting productivity and operational costs.
Working Conditions and Wear Mechanisms of Lining Plates
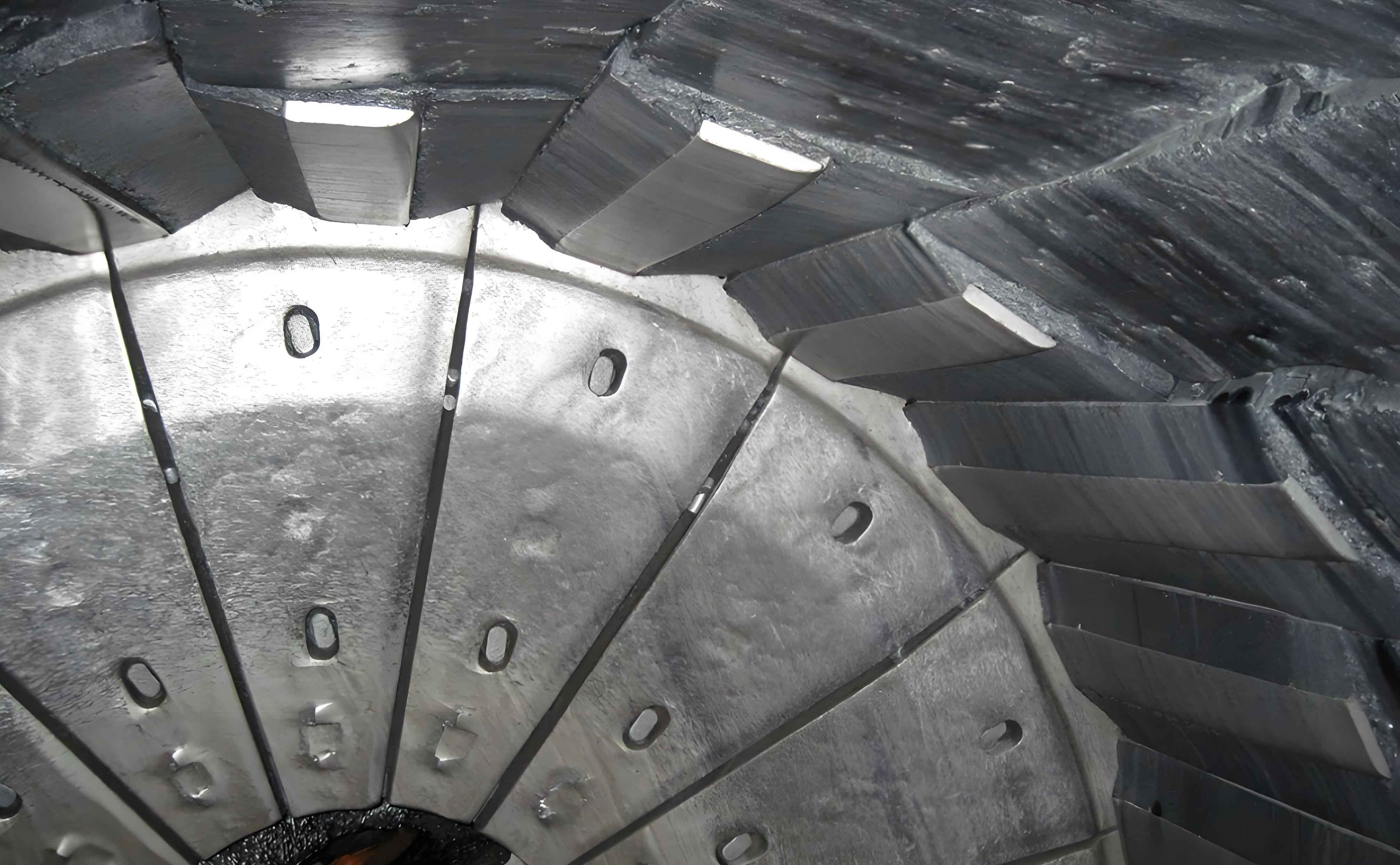
Gyratory crushers comprise a fixed concave shell (mantle) and an eccentrically gyrating cone (concave), both protected by replaceable lining plates. The crushing cavity formed between these components subjects the lining plates to extreme abrasive wear, high-impact stresses, and cyclical loading. Visual inspection reveals severe surface degradation characterized by deep grooves, cracks, and material loss post-operation.
Wear occurs through combined mechanisms dominated by high-stress abrasive wear (compressive fracturing of ore) and low-stress abrasive wear (ore sliding along surfaces). Primary mechanisms include:
- Plastic deformation: Ore particles indent surfaces under pressure, causing work hardening and eventual brittle spalling.
- Micro-cutting: Hard mineral phases gouge material (secondary effect).
- Fatigue cracking: Cyclic stresses initiate subsurface cracks propagating to surface.
The volumetric wear rate \( W_v \) under abrasive conditions follows:
$$ W_v = K \cdot \frac{P \cdot L}{H} $$
where \( K \) is the wear coefficient, \( P \) is applied load, \( L \) is sliding distance, and \( H \) is material hardness.
Material Optimization for Lining Plates
High Manganese Steels (Hadfield Steel)
Traditional choice for lining plates due to exceptional work-hardening capacity. Surface hardness increases from ~200 HB to >500 HB under impact, enhancing wear resistance. Optimization strategies include:
| Method | Mechanism | Effect |
|---|---|---|
| Mn/C Content Adjustment | Higher Mn (11-14%) stabilizes austenite; C (1.0-1.4%) enhances hardness | Balances ductility and strain hardening |
| Micro-alloying (V, Ti, Nb) | Forms nano-carbides (V2C, TiC) impeding dislocation motion | Yield strength ↑ 15-25%, wear resistance ↑ 30% |
| Water Quenching + Tempering | Solution treatment at 1050-1100°C + 250-450°C tempering | Dissolves carbides, precipitates hardening phases |
| Surface Engineering | Laser cladding (Fe-WC coatings), shot peening | Surface hardness > 60 HRC, wear resistance ↑ 40-60% |
Low-Alloy Wear-Resistant Steels
Gaining prominence for superior initial hardness (400-500 HB) in medium/low-impact zones. Key developments involve:
$$ \sigma_y = \sigma_0 + K_y \cdot d^{-1/2} + K_{ppt} \cdot f^{1/2} \cdot r^{-1} $$
where \( \sigma_y \) is yield strength, enhanced by grain refinement (\( d \)) and precipitate dispersion (\( f \) = volume fraction, \( r \) = radius).
| Alloy System | Composition (wt%) | Hardness (HB) | Impact Toughness (J/cm²) |
|---|---|---|---|
| Cr-Si-Mo-Nb | 0.3C, 1.8Si, 0.5Mn, 4.0Cr, 1.0Mo, 0.05Nb | 450-480 | 45-55 |
| Cr-Mn-Si-Mo-V | 0.35C, 2.0Si, 1.2Mn, 1.5Cr, 0.4Mo, 0.2V | 480-520 | 35-45 |
| TiC-Reinforced | 0.3C, 1.5Si, 1.0Mn + 5 vol% TiC | 520-560 | 25-35 |
Emerging Materials
Metal-ceramic composites (e.g., WC-Fe, TiC-steel) offer extreme hardness (>1500 HV) but require toughness improvements. Functionally graded lining plates with hard surfaces/tough cores show promise.
Cavity Geometry Optimization
Cavity profile dictates ore flow kinetics, crushing efficiency, and lining plate wear distribution. Modern optimization integrates:
Discrete Element Method (DEM) Simulations
DEM models particle-level interactions:
$$ m_i \frac{d\mathbf{v}_i}{dt} = \sum_j \mathbf{F}_{c,ij} + \mathbf{F}_{g,i} $$
where \( \mathbf{F}_{c,ij} \) is contact force between particles \( i \) and \( j \), and \( \mathbf{F}_{g,i} \) is gravity. Simulations predict:
- Ore compression ratios
- Wear energy distribution on lining plates
- Throughput vs. product size
Optimized cavities increase throughput by 20-25% and reduce wear coefficients by 15%.
Geometric Parameterization
Key cavity variables include:
- Nip angle (\( \alpha \)): Optimized at 20-22° to balance throughput and wear
- Parallel zone length (\( L_p \)): Longer zones improve particle size uniformity
- Eccentricity (\( e \)): Higher values increase crushing frequency
Multi-objective optimization maximizes productivity \( Q \) and minimizes wear rate \( \dot{W} \):
$$ \text{Maximize } Q = k \cdot \rho \cdot s \cdot (D – s) \cdot n \cdot \sin(\alpha) $$
$$ \text{Minimize } \dot{W} = C \cdot \mu \cdot P_m^{1.5} \cdot v_s $$
Intelligent Monitoring Systems
3D laser scanning and embedded sensors enable real-time lining plate wear mapping. Data-driven models predict remaining service life:
$$ t_{\text{remain}} = \frac{W_{\text{max}} – W(t)}{\dot{W}_{\text{pred}}} $$
where \( W_{\text{max}} \) is maximum allowable wear depth and \( \dot{W}_{\text{pred}} \) is AI-predicted wear rate.
Conclusions and Future Perspectives
Advances in lining plate materials and cavity design significantly enhance gyratory crusher performance. Future directions include:
- AI-driven lining plate wear prediction integrating DEM and material degradation models
- Development of smart lining plates with embedded strain/temperature sensors
- Additive manufacturing of topology-optimized, functionally graded lining plates
- Hybrid composites (e.g., ceramic-reinforced high-entropy alloys) for extreme environments
Synergistic optimization of lining plate materials and crusher geometry remains pivotal for sustainable mineral processing.