
In the field of advanced manufacturing, particularly for aerospace applications, cast nickel-based superalloys are critical due to their superior high-temperature performance. Components such as turbine blades and structural parts often feature complex geometries with varying cross-sections, leading to significant challenges during solidification. One of the most prevalent issues is the formation of shrinkage defects, including macro-shrinkage cavities and micro-porosity, which compromise mechanical integrity and service life. This phenomenon, broadly termed shrinkage in casting, arises from inadequate liquid metal feeding during solidification, especially in thick sections or regions with abrupt changes in geometry. The accurate prediction and mitigation of these defects are paramount for developing optimized casting processes. In this study, I focus on the gravity investment casting of a K439B superalloy, employing finite element numerical simulation to analyze shrinkage in casting across variable cross-section designs. Through a comparative assessment of different porosity prediction criteria and experimental validation, I aim to elucidate the evolution characteristics of shrinkage defects and provide insights for process improvement.
The propensity for shrinkage in casting intensifies in components with large variations in wall thickness, often referred to as the “variable cross-section effect.” During solidification, thicker sections cool slower, creating isolated liquid pools that are difficult to feed, thereby promoting shrinkage porosity. To address this, numerical simulation has become an indispensable tool, allowing for the visualization of defect formation and the evaluation of various process parameters. However, the accuracy of these simulations hinges on the adoption of appropriate mathematical models or criteria for predicting shrinkage in casting. Commonly used criteria include the Porosity criterion, the Niyama dimensionless criterion, and the Advanced Porosity Model (APM). Each has its strengths and limitations, particularly when applied to different alloy systems and casting conditions. For instance, the Porosity criterion is effective for macro-shrinkage prediction, while the Niyama criterion targets micro-porosity. The APM criterion, incorporating Darcy’s law and gas segregation theory, offers a more comprehensive approach by considering dynamic pressure effects in the mushy zone. In this work, I implement these criteria within a finite element framework to simulate the investment casting process of K439B alloy castings with variable cross-sections, followed by experimental verification to determine the most reliable model for predicting shrinkage in casting.
The foundation of this investigation lies in the finite element modeling of the casting process. I designed two casting geometries with variable cross-sections, where the area ratio between thick and thin sections is approximately 6:1 and 12:1, respectively. These represent typical configurations where shrinkage in casting is likely to occur. The three-dimensional models were discretized using tetrahedral elements, with a mesh size of 2 mm for the casting and 3.5 mm for the ceramic shell. The material properties for K439B superalloy, including thermal conductivity and specific heat, were defined as functions of temperature. The boundary conditions accounted for heat transfer between the casting and shell, with an interface heat transfer coefficient varying with temperature, as well as radiation and convection to the environment. The pouring temperature was set at 1,500°C with a filling time of 4 seconds under vacuum conditions. The numerical simulation encompassed both filling and solidification stages, enabling the tracking of temperature fields, solid fraction evolution, and ultimately, the prediction of shrinkage defects.
To quantify shrinkage in casting, I employed three distinct criteria. The first is the Porosity criterion, which predicts macro-shrinkage based on a mass conservation principle. It identifies regions where liquid feeding is insufficient, leading to cavity formation. The second is the Niyama dimensionless criterion, expressed as:
$$Ny = \frac{G}{\sqrt{R}}$$
where \(G\) is the temperature gradient and \(R\) is the cooling rate. When \(Ny\) falls below a critical value, micro-porosity is likely to form. An extended version, the dimensionless Niyama criterion (\(N_y^*\)), relates to the volume fraction of micro-porosity:
$$N_y^* = C_{\lambda} R^{-1/3} Ny$$
Here, \(C_{\lambda}\) is a constant related to secondary dendrite arm spacing. The third criterion is the Advanced Porosity Model (APM), which integrates fluid flow dynamics in the mushy zone. It calculates the local liquid pressure \(P_l\) as:
$$P_l = P_a + P_m + P_d$$
where \(P_a\) is the ambient pressure, \(P_m\) is the metallostatic pressure, and \(P_d\) is the dynamic pressure from liquid flow. The velocity of liquid through the dendritic network is given by Darcy’s law:
$$g_l v_l = -\frac{K}{\mu} \nabla P_d = -\frac{K}{\mu} [\nabla P_l – \rho_l g]$$
The permeability \(K\) is derived from the Kozeny-Carman equation:
$$K(f_s, \lambda_2) = \frac{\lambda_2^2}{180} \frac{(1 – f_s)^3}{f_s^2}$$
where \(\lambda_2\) is the secondary dendrite arm spacing and \(f_s\) is the solid fraction. Porosity nucleation occurs when the liquid pressure drops below a critical value \(P_{\text{nuc}}\), considering capillary effects:
$$\Delta P_r = \frac{2\sigma_{lg}}{r}$$
Here, \(\sigma_{lg}\) is the liquid-gas surface energy and \(r\) is the pore radius. The APM criterion dynamically refines the mesh in the mushy zone to compute pore volume increments at each time step, providing a detailed prediction of both macro- and micro-shrinkage in casting.
The numerical simulation results revealed distinct solidification patterns. For both casting designs, the thin sections solidified first, followed by the thick sections, with the hottest spots located at the centers of the thick sections. The solidification time increased with larger cross-section ratios, delaying the completion of solidification in the thick regions. This delay exacerbated feeding difficulties, leading to a higher propensity for shrinkage in casting. Using the different criteria, I predicted the distribution and volume fraction of porosity. The Porosity criterion combined with the Niyama extension (\(N_y^*\)) predicted macro-shrinkage as elongated cones in the thick sections, with high porosity fractions (above 70%) concentrated near the top. In contrast, the APM criterion predicted more spherical macro-shrinkage cavities at the top, surrounded by elliptical regions of lower porosity fractions. The micro-porosity predictions also differed: the Niyama-based approach showed micro-porosity clustered around macro-shrinkage, while the APM criterion indicated a more dispersed distribution of micro-pores throughout the mushy zone. To quantify these differences, I compiled the simulated porosity data into Table 1.
| Cross-Section Ratio | Region | Porosity Criterion + \(N_y^*\) (%) | APM Criterion (%) | Micro-porosity (\(N_y^*\)) (%) |
|---|---|---|---|---|
| 6:1 | A (Thick Section) | 4.36 | 3.28 | 0.15 |
| 12:1 | B (Thick Section) | 5.43 | 4.56 | 0.11 |
As evident from Table 1, the APM criterion generally predicted lower overall porosity fractions compared to the Porosity+\(N_y^*\) combination, but with different morphological characteristics. The micro-porosity volume fractions from \(N_y^*\) were relatively small, yet significant for assessing the severity of shrinkage in casting. To validate these simulations, I conducted actual casting experiments under the same conditions. The castings were sectioned and examined for shrinkage defects. The experimental results showed that for the 6:1 cross-section ratio, the defects consisted of small macro-shrinkage cavities surrounded by dense micro-porosity, forming a narrow band along the thick section. For the 12:1 ratio, large macro-shrinkage cavities (up to 9 mm in size) were observed at the top, with a tapered zone of micro-porosity below. The defect morphology predicted by the APM criterion aligned more closely with the experimental observations, particularly in terms of the shape and distribution of both macro- and micro-shrinkage. This confirms that the APM criterion offers higher accuracy for predicting shrinkage in casting for K439B superalloy investment casting.
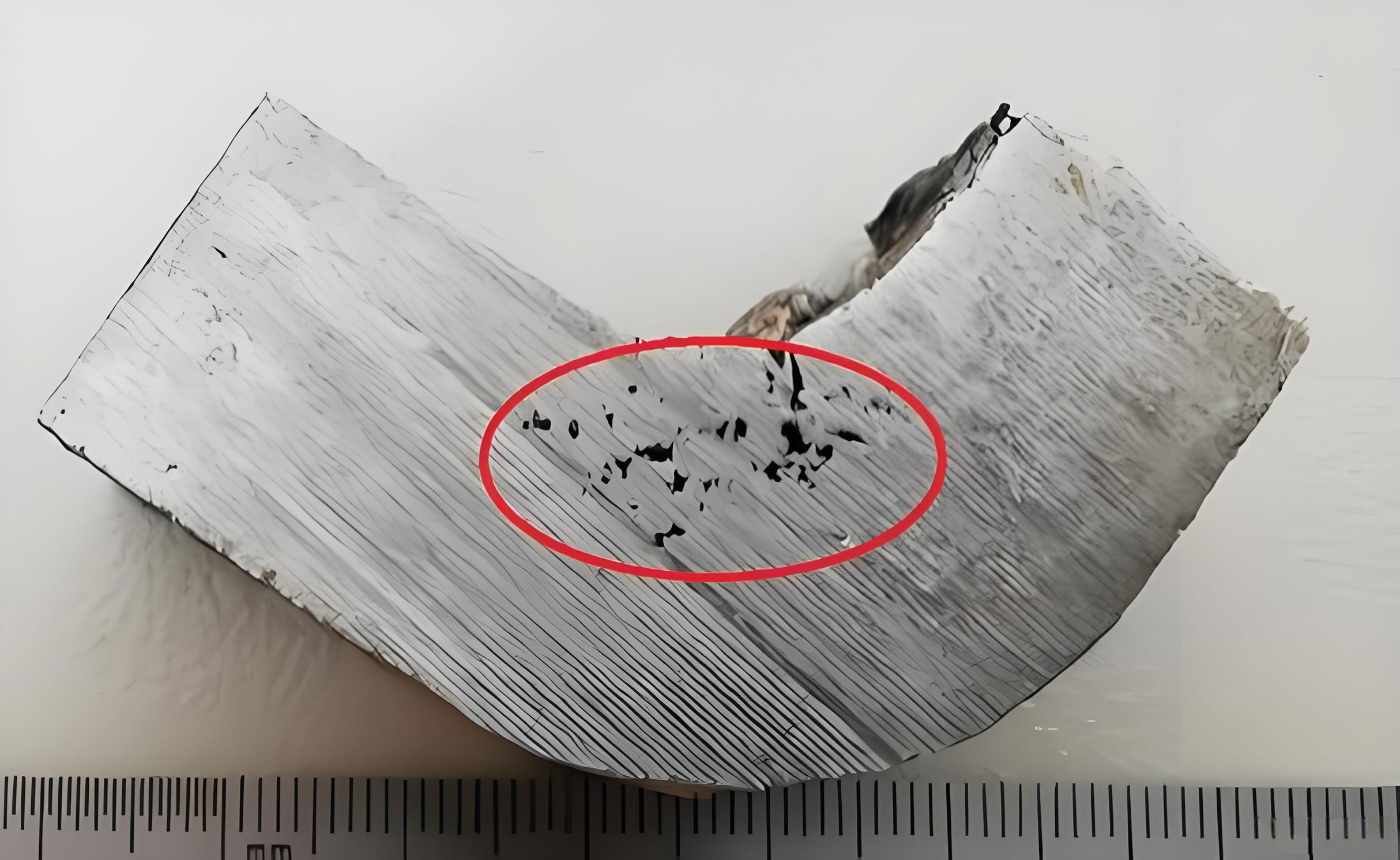
The image above illustrates typical shrinkage defects in castings, highlighting the complexity of pore formation. In my study, such defects were systematically analyzed through simulation and experiment. Building on the validation, I extended the numerical simulation to investigate the effect of varying cross-section ratios on shrinkage in casting. I modeled additional ratios of 2:1 and 4:1, along with the previous 6:1 and 12:1 cases, using the APM criterion. The evolution of porosity in the characteristic thick sections was tracked over time. The results indicated that as the cross-section ratio increased, the onset of porosity formation was delayed, and the total solidification time prolonged. For instance, at a ratio of 2:1, porosity began to form at around 50 seconds into solidification, whereas at 12:1, it started at 80 seconds. The final porosity volume and fraction also increased substantially with larger ratios. To summarize these trends, I present Table 2 and a mathematical relationship.
| Cross-Section Ratio | Porosity Onset Time (s) | Total Solidification Time (s) | Porosity Volume (cm³) | Porosity Fraction (%) | Dominant Pore Morphology |
|---|---|---|---|---|---|
| 2:1 | 50 | 110 | 0.44 | 2.31 | Micro-porosity and small macro-cavities |
| 4:1 | 60 | 180 | 1.20 | 3.15 | Elliptical pores with moderate macro-cavities |
| 6:1 | 65 | 220 | 2.10 | 3.28 | Conical macro-cavities with surrounding micro-porosity |
| 12:1 | 80 | 385 | 3.65 | 4.56 | Large macro-cavities with tapered micro-porosity zone |
The data from Table 2 can be approximated by linear relationships for porosity volume \(V_p\) and porosity fraction \(f_p\) as functions of the cross-section ratio \(r\):
$$V_p(r) = 0.3r – 0.2 \quad \text{(for } r \geq 2\text{)}$$
$$f_p(r) = 0.2r + 1.9 \quad \text{(for } r \geq 2\text{)}$$
These equations highlight the direct correlation between geometric disparity and the severity of shrinkage in casting. Additionally, the aspect ratio of the conical pore distribution region decreased with increasing cross-section ratio, indicating that pores became more equiaxed in larger thick sections. This is likely due to the extended solidification time allowing for pore growth and coalescence. The APM simulation outputs depicted a layered structure of defects: an inner core of high-porosity fraction (above 10%), an intermediate zone of moderate porosity (1-10%), and an outer layer of micro-porosity (below 1%). As the cross-section ratio increased, the high-porosity core expanded, reflecting the formation of more pronounced macro-shrinkage cavities. This evolution underscores the critical need for tailored feeding systems, such as risers or chills, to mitigate shrinkage in casting for variable cross-section designs.
Further analysis of the shrinkage in casting mechanisms reveals the interplay between thermal gradients, fluid flow, and solidification kinetics. The Niyama criterion, while useful for micro-porosity, primarily captures the thermal conditions conducive to pore formation. However, in variable cross-sections, the dynamic pressure \(P_d\) in the mushy zone becomes significant, as modeled by APM. The pressure drop \(\nabla P_d\) drives liquid metal flow, and when insufficient to compensate for shrinkage, pores nucleate and grow. The governing equation for liquid volume fraction change due to shrinkage can be expressed as:
$$\frac{\partial g_l}{\partial t} + \nabla \cdot (g_l v_l) = -\beta \frac{\partial f_s}{\partial t}$$
where \(\beta\) is the solidification shrinkage coefficient. This equation, coupled with the Darcy flow equation, forms the basis of the APM criterion. In my simulations, the pressure fields showed that the lowest pressures occurred in the centers of thick sections, coinciding with the locations of macro-shrinkage. This aligns with the theory that shrinkage in casting is driven by pressure deficits in poorly fed regions. Moreover, the effect of cross-section ratio on cooling rate \(R\) and temperature gradient \(G\) can be quantified. For a cylindrical thick section of diameter \(D\), the solidification time \(t_s\) is proportional to \(D^2\), based on the Chvorinov’s rule:
$$t_s = k \left( \frac{V}{A} \right)^2$$
where \(V\) is volume, \(A\) is surface area, and \(k\) is a constant. For a cylinder, \(V/A \propto D\), so \(t_s \propto D^2\). Thus, larger diameters (higher cross-section ratios) lead to longer solidification times, reducing \(R\) and \(G\), which in turn lowers the Niyama value and increases micro-porosity risk. This thermal effect compounds with the feeding challenges, exacerbating shrinkage in casting.
To provide a comprehensive summary of the factors influencing shrinkage in casting, I have compiled key parameters and their effects in Table 3.
| Parameter | Effect on Shrinkage | Mathematical Relation | Practical Implication |
|---|---|---|---|
| Cross-Section Ratio | Increases porosity volume and fraction | \(f_p \propto r\) | Design thinner uniform sections when possible |
| Pouring Temperature | Higher temperature may increase shrinkage due to greater thermal contraction | \(\Delta V \propto \alpha \Delta T\) | Optimize temperature to balance fluidity and shrinkage |
| Cooling Rate | Faster cooling reduces macro-shrinkage but may increase micro-porosity | \(Ny = G/\sqrt{R}\) | Use chills to control solidification sequence |
| Mushy Zone Permeability | Lower permeability hinders feeding, promoting shrinkage | \(K \propto \lambda_2^2 (1-f_s)^3/f_s^2\) | Alloy with finer dendrites may improve feeding |
| Ambient Pressure | Vacuum conditions reduce gas porosity but may accentuate shrinkage cavities | \(P_l = P_a + P_m + P_d\) | Adjust pressure during casting to balance defect types |
The insights from this study have significant implications for process optimization. For instance, in designing gating and risering systems for castings with variable cross-sections, numerical simulation using the APM criterion can identify critical shrinkage-prone zones. Based on my findings, I recommend implementing side risers or insulating pads near thick sections to enhance feeding. Additionally, modifying the cross-section transition geometry to be more gradual can reduce the severity of shrinkage in casting. The mathematical models presented here, such as the porosity volume equations, can serve as quick estimators during the initial design phase. Future work could explore the integration of these models with machine learning algorithms for real-time process control, further minimizing defects.
In conclusion, through numerical simulation and experimental investigation, I have demonstrated that the Advanced Porosity Model (APM) criterion provides superior accuracy for predicting shrinkage in casting for K439B superalloy investment castings with variable cross-sections. The study reveals that increasing cross-section ratios from 2:1 to 12:1 leads to a substantial rise in porosity volume and fraction, along with a shift in defect morphology from distributed micro-porosity to large macro-cavities. The evolution of shrinkage defects is governed by complex interactions between thermal gradients, fluid flow, and geometric factors, as encapsulated in the APM equations. These findings underscore the importance of selecting appropriate prediction criteria and tailoring casting processes to mitigate shrinkage in casting. By leveraging such numerical tools, manufacturers can enhance product quality and reliability in high-performance applications.