
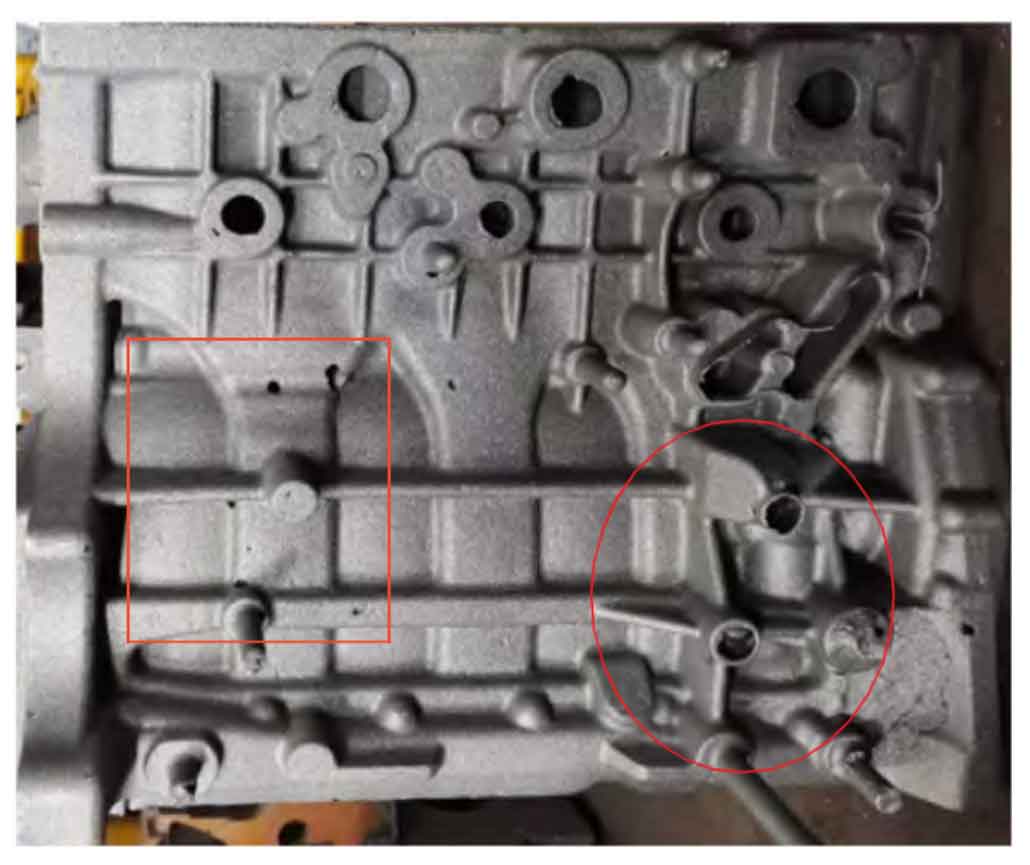
Blow hole defects represent a critical challenge in thick steel casting production, compromising structural integrity and performance. This article analyzes the root causes of these defects and presents validated mitigation strategies. Our investigation focuses on cylindrical castings (Type I: Ø1170 mm × 780 mm, 4.8t; Type II: similar dimensions with 90mm flanges, 5.1t) manufactured using ZG40CrNiMoA alloy steel. The original furan resin sand process with bottom gating resulted in severe surface blow holes measuring 80-150mm in length/width and 20mm depth, exhibiting smooth oxidized surfaces.
Chemical Composition and Material Properties
ZG40CrNiMoA’s high strength-toughness balance derives from its optimized composition:
| Element | C | Si | Mn | P | S | Cr | Ni | Mo | Cu |
|---|---|---|---|---|---|---|---|---|---|
| Content (%) | 0.38 | 0.28 | 0.68 | 0.024 | 0.022 | 0.70 | 1.29 | 0.16 | 0.180 |
The high carbon and nickel content necessitates precise solidification control to prevent blow hole formation during cooling.
Defect Formation Mechanisms
Macro-analysis identified the blow hole defect as intrusion-type, caused by gas entrapment between the mold wall and solidifying metal skin. The governing pressure balance is expressed as:
$$P_g > P_h + \frac{2\sigma}{r} + P_a$$
Where \(P_g\) = gas pressure, \(P_h\) = metallostatic pressure, \(\sigma\) = surface tension, \(r\) = pore radius, \(P_a\) = atmospheric pressure. Micro-analysis revealed gas generation from furan resin decomposition:
Primary reactions at 800-1400°C:
$$\ce{C + O2 -> CO2}$$
$$\ce{2C + O2 -> 2CO}\quad\text{(under oxygen deficiency)}$$
Secondary decomposition reactions:
$$\ce{R-SO3H -> CO + SO2 + H2O}$$
$$\ce{CH4 -> C + 2H2}$$
$$\ce{C_nH_{2n+2} -> nC + (n+1)H2}$$
The total gas volume \(V_g\) generated per unit mold area follows:
$$V_g = k \cdot e^{-\frac{E_a}{RT}} \cdot t \cdot A$$
Where \(k\) = resin decomposition constant (2.4×10⁻³ m³/kg), \(E_a\) = activation energy (85 kJ/mol), \(R\) = gas constant, \(T\) = temperature (K), \(t\) = exposure time, \(A\) = mold surface area.
Preventive Measures and Process Optimization
1. Gating System Redesign: Transitioned from bottom gating to step gating with strategic riser feeding:
| Parameter | Original | Optimized |
|---|---|---|
| Gating Type | Bottom | Step Gating |
| Feeding Points | 1 | 3 (including riser feed) |
| Fill Time (s) | 42 | 38 |
| Temperature Drop (°C) | 110 | 65 |
The modified system reduced metallostatic pressure by 40% while improving temperature distribution.
2. External Chill Implementation: Added Ø200mm chills with 40mm sand spacing:
Chill effectiveness is governed by:
$$Q_c = 2\sqrt{\pi \cdot \alpha \cdot t} \cdot k \cdot (T_m – T_c)$$
Where \(Q_c\) = heat extraction (J/s), \(\alpha\) = thermal diffusivity, \(k\) = thermal conductivity, \(T_m\) = metal temp, \(T_c\) = chill temp. This reduced surface solidification time from 210s to 95s.
3. Core Design Modification: Replaced solid cores with vented designs featuring 20mm axial vents, reducing core gas pressure by 65%.
4. Melting Process Enhancement: Implemented argon purging (3 min at 0.8 Nm³/hr) to reduce dissolved gases:
| Gas | Pre-Purging (ppm) | Post-Purging (ppm) |
|---|---|---|
| H₂ | 8.2 | 2.1 |
| N₂ | 120 | 65 |
| O₂ | 85 | 32 |
Validation and Industrial Implementation
Post-optimization trials eliminated surface blow hole defects. Mechanical properties improved significantly:
| Property | Original | Optimized | Improvement |
|---|---|---|---|
| Tensile Strength (MPa) | 785 | 845 | 7.6% |
| Yield Strength (MPa) | 580 | 635 | 9.5% |
| Impact Energy (J) | 42 | 51 | 21.4% |
| Rejection Rate | 34% | 2.1% | 94% reduction |
The synergistic implementation of these measures demonstrates that comprehensive process control effectively mitigates blow hole defect formation in thick-section castings.