1. Modeling and core making process
The sand-coated iron molding process is adopted, with the thickness of the sand-coated layer of 6~8 mm and a box of two pieces. The appearance is coated sand with low gas generation (gas generation is less than 14 mL/g). The core is made of Dalin sand, and the water jacket core and oil duct core are made of chromite composite sand. The water jacket core and oil duct core are first dipped with 590 coating imported from Italy, then the core is assembled after baking, and then the whole is dipped with Lingfeng 2008 ordinary coating. The baking temperature of the sand core is 220 ℃, and the furnace is kept for 3 hours. The water content is tested to be qualified before use (the water content is required to be less than 0.09%).
2. Casting process
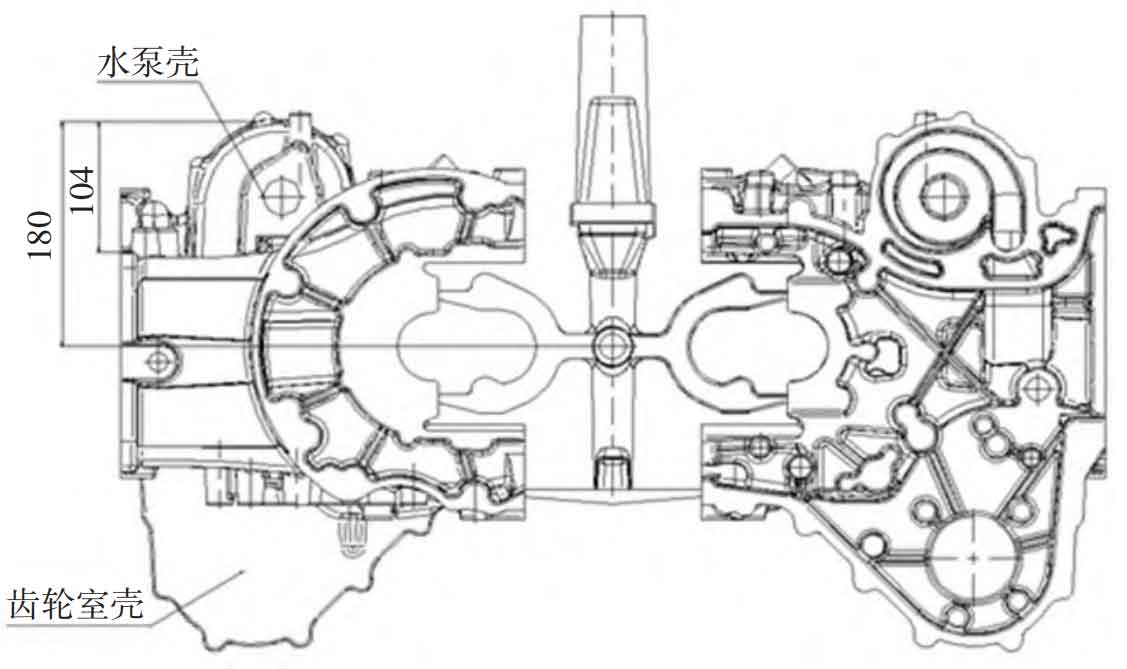
The water pump shell side is on the upper case, and the gear chamber side is on the lower case. The open gating system is adopted, and the section ratio of each component is Σ F straight: Σ F horizontal: Σ F=1:1.2:1.4, riser and chill are not designed, and the casting process diagram is shown in Figure 1.
3. Melting process
The molten iron is melted in a 3 t medium frequency furnace. The chemical composition is controlled as follows: w (C) 3.2%~3.4%, w (Si) 1.8%~2.1%, w (Mn) 0.2%~0.4%, w (S) 0.06%~0.09%, w (P)<0.08%, w (Cu) 0.2%~0.4%, pouring temperature 1 400~1 420 ℃, pouring time 17 s, unpacking time 20 min.
4. Existing problems
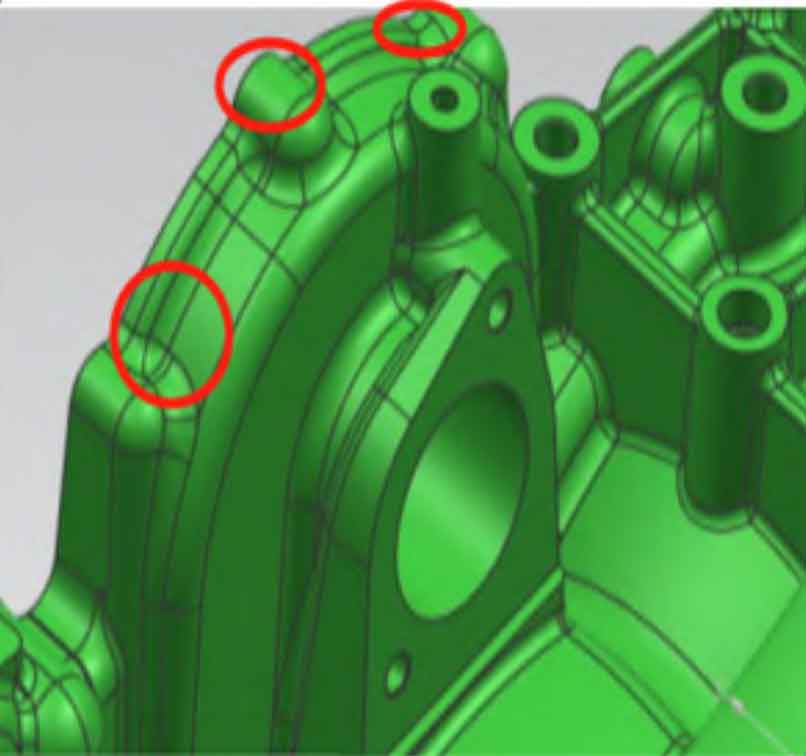
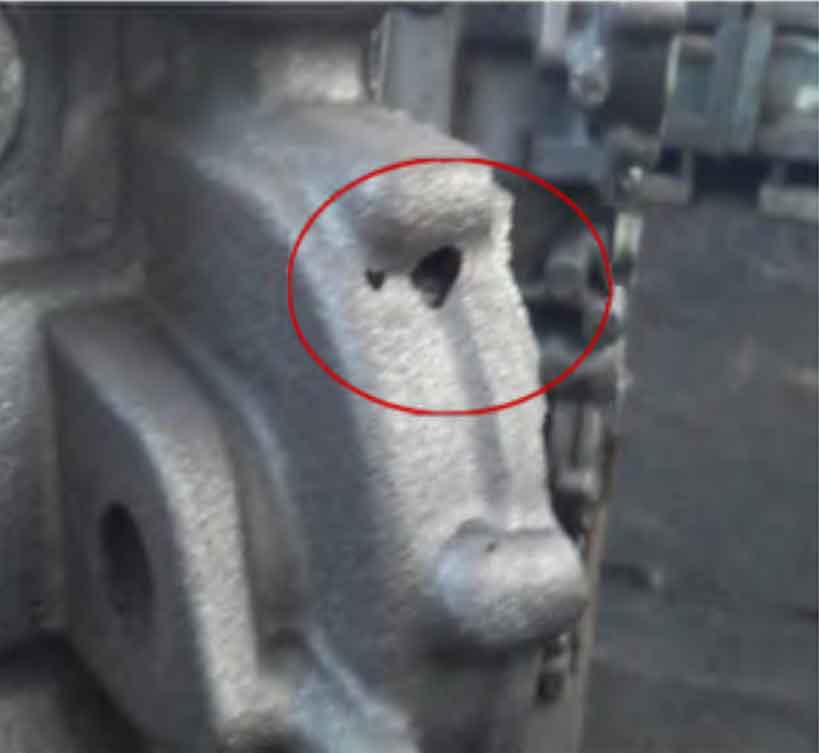
During the trial production, hole-like defects appeared at three locations around the high point of the water pump shell. The defect location is as shown in Figure 2, and the defect morphology is as shown in Figure 3. The rejection rate is as high as 60%, seriously affecting the trial production progress.