
Abstract:
The research and application of the casting process for K6 swing bolster steel castings for railway freight cars. Technical issues such as surface sand inclusion and misrun encountered during the trial production process were addressed. A one-piece splicing refractory material three-way gating system was designed to improve pouring speed and overall yield, while a dedicated exhaust bracket was implemented to solve venting problems. The new process significantly enhanced casting quality and reduced repair costs.
Keywords: K6 swing bolster; ZG25MnCrNi; three-way gating system; exhaust bracket; steel casting
1. Introduction
The K6 swing bolster for railway freight cars is a critical component with a complex structure and uneven wall thickness, making it challenging to cast. The material used is B+ grade steel (ZG25MnCrNi), which has poor fluidity, leading to defects such as misrun. This paper presents an optimized casting process that significantly improves manufacturing quality and provides technical support for the development of other bolster models.
2. Structural Characteristics of the Swing Bolster
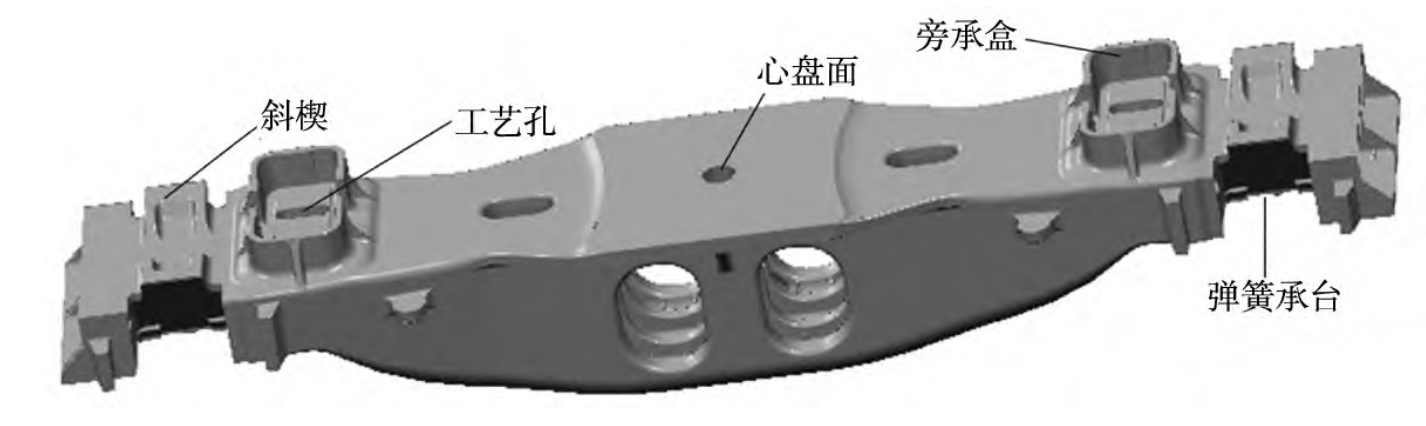
The K6 swing bolster for railway freight cars features an arcuate box-type structure with complex shaping. It has dimensions of 2,492 mm × 440 mm × 350 mm and weighs 640 kg. The bolster includes four process holes and internal rib plates connecting the upper and lower walls. The average wall thickness at the bottom is 33 mm, with the thickest part at the arcuate transition being 36 mm. The wall thickness is uneven, especially at the connections between the middle rib plates, the center plate surface, and the bottom arcuate surface. High dimensional accuracy is required for assembly and fitting surfaces such as the spring bearing surface, the center distance between the two wedges, and the side bearing box size.
Table 1: Chemical Composition of the Casting (wB/%)
| Element | C | Si | Mn | P | S | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|---|
| Content | ≤0.29 | ≤0.50 | ≤1.00 | ≤0.030 | ≤0.020 | ≤0.50 | ≥0.20 | ≤0.30 |
Table 2: Mechanical Properties of the Casting
| Property | Requirement |
|---|---|
| Tensile strength (R_m/MPa) | ≥550 |
| Yield strength (R_el/MPa) | ≥345 (R_p0.2/MPa) |
| Elongation after fracture (A4.52/%) | ≥24 |
| Reduction of area (Z/%) | ≥36 |
| Impact absorption energy (KV2/J) | ≥20 at -7°C |
Table 3: Nonmetallic Inclusions in the Casting
| Inclusion Type | Fine System Grade | Coarse System Grade |
|---|---|---|
| Type I (Spherical) | 1-3 | 1 |
| Type II (Dotted and Networked) | 1-2 | – |
| Type III (Dotted) | 1-3 | 1 |
| Type IV (Al2O3 Cluster) | 1 | – |
3. Production Status and Issues
Our company uses an environmentally friendly, renewable ester-hardened water glass sand automated production line for molding and a 25-ton LF bottom-pouring large refining ladle for refining and pouring. The main issues encountered during the production of K6 swing bolsters include misrun in the side bearing box, severe surface sand inclusion, and poor venting during pouring.
4. Original Process Introduction and Problem Analysis
The original process for the swing bolster was set up as two pieces per box, using a central pouring system with ester-hardened water glass mixed sand (30% new sand + 70% recycled sand). The inner gate and cross gate of the pouring system were formed by the sand mold. Several problems arose during actual production:
- Turbulence and gas entrapment due to the high static head of the 25-ton LF bottom-pouring refining ladle.
- Slow steel liquid flow and long filling time due to a small flow control cross-sectional area in the original pouring system.
- Insufficient filling in the side bearing box due to poor venting and high sand and core gas emission.
5. Process Optimization and Improvement
5.1 New One-Piece Splicing Three-Way Gating System
A one-piece splicing refractory material three-way gating system was designed. The specific structure includes right-angle elbows at both ends of the cross gate for splicing. The inner gate and down sprue of the three-way gating system are installed and positioned, and the pouring system is moved to the outer end of the casting. Pouring pipes are pre-embedded in the core at the side end of the gate to ensure smooth pouring and casting.
Advantages:
- Shorter cross gate length for smoother steel liquid flow, reducing turbulence and gas entrapment.
- Increased pouring speed for rapid mold cavity filling, reducing sand adhesion and inclusion defects.
- Improved casting yield.
5.2 Dedicated Exhaust Bracket for Side Bearing Box
The height of the original gas vent pins on the side bearing box was reduced and repositioned. A dedicated exhaust bracket was designed for the side bearing box. Advantages include:
- Easy removal of the exhaust bracket after sand filling and vibration, eliminating the need for drilling exhaust holes.
- Prevention of sand inclusion due to vibration during the pouring line movement.
- Reduced labor intensity by eliminating the need for manual drilling of 24 exhaust holes per bolster.
5.3 High-Temperature Resistant Porous Grid Venting Valve
A high-temperature resistant porous grid venting valve was used to replace the wedge outlet vent. This valve prevents sand inclusion, reduces steel waste, and eliminates quality issues from cutting the vent.
5.4 New Special Tooling
A special tooling box was designed for the swing bolster, considering its structural characteristics and the position of the parting surface. The tooling box design reduces the height of the upper sand box, minimizing sand usage and total gas emission.
6. Process Verification
The process was optimized by modifying the K6 swing bolster mold, implementing the one-piece splicing three-way gating system, designing the side bearing box exhaust bracket and special tooling box, and conducting small-batch process trials. The pouring process was smooth, with complete mold filling. Dissections showed no significant defects such as shrinkage porosity, sand inclusion, or misrun.
Large-batch trials were conducted with 10 smelting heats, each producing 6 boxes of swing bolster castings, totaling 120 pieces. Ultrasonic flaw detection and thickness measurement confirmed that the castings met product drawings and standards. Static load and fatigue tests on randomly selected samples were satisfactory. The process improvements were deemed feasible and operational for mass production.
7. Conclusion
- The use of a refractory brick tube for the one-piece splicing three-way gating system and bottom-return pouring resulted in smoother filling and reduced casting defects such as surface sand inclusion.
- The dedicated exhaust bracket ensured smooth pouring and good venting, preventing quality issues such as misrun in the side bearing box due to operator error.
- The successfully explored new process for large steel ladle pouring of large steel castings significantly improved both internal and external quality, offering potential for wider application.