
1. Modeling of the Rocker Arm Shell and Pouring System of the Coal Mining Machine
The casting products manufacturers takes the MG325 thin coal seam shearer rocker arm as the engineering object. The rocker arm shell belongs to a large box type cast steel part, with a three-dimensional configuration as shown in Figure 1. The contour size is 1742 mm x 1040 mm x 524 mm, and the net weight of the cast steel part is 1462 kg.
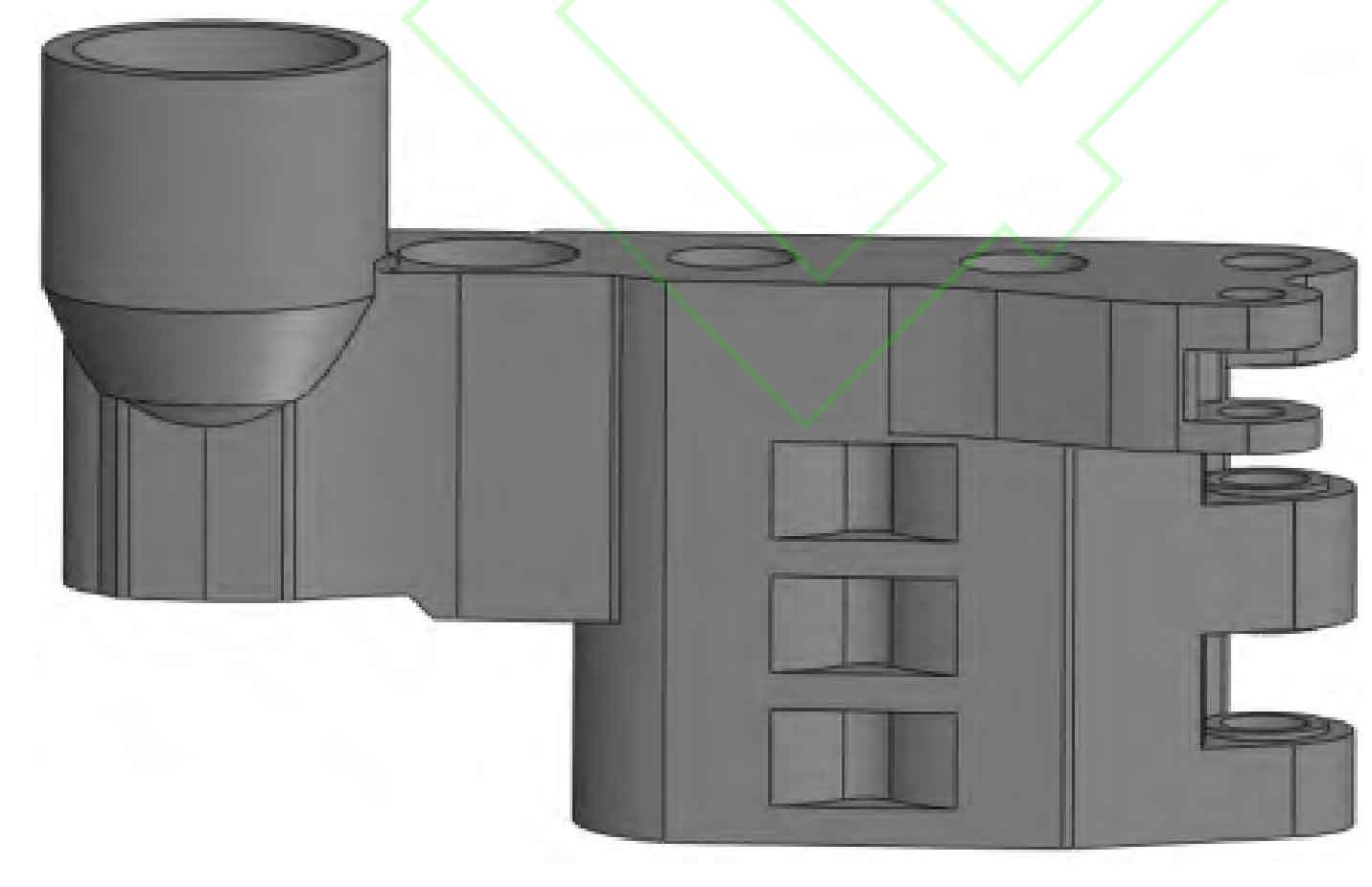
Casting products manufacturers analyze that the structure of the rocker arm shell is relatively complex, and the internal cavity shape of the shell is extremely irregular, with variable cross-sections of varying thicknesses (maximum wall thickness is 70-80mm, minimum wall thickness is 10-20mm). According to the existing research and production research results of casting products manufacturers, according to the existing process plan for casting production, there are many casting defects such as shrinkage, porosity, and cracks in the steel castings of the rocker arm shell, and the quality of the rocker arm shell steel castings is not ideal.
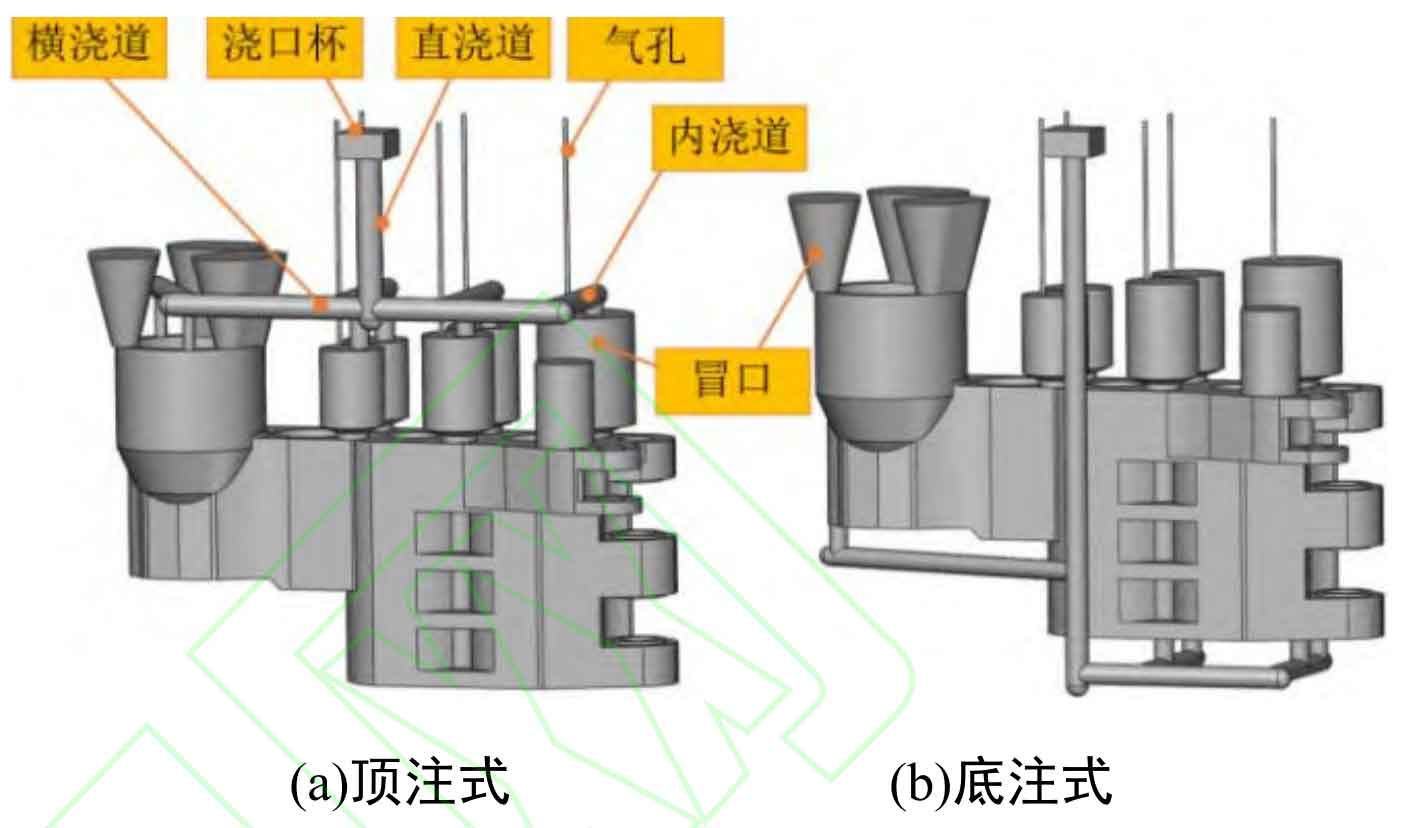
Casting products manufacturers have improved their casting process by using vertical casting, using the end face of the motor shaft hole as the upper mold surface. The local wall thickness of this plane is relatively large, and the solidification speed is slow, requiring the addition of insulation risers for shrinkage. The bottom of the steel casting is the upper and lower end faces of the motor holes, which belong to a thin-walled structure. It solidifies quickly and is difficult to fill the mold, making it impossible to determine the filling effect of the steel casting. As shown in Figure 2, the casting products manufacturers designs two types of pouring systems, top and bottom, according to the production and casting manual for large steel castings. Analyze the temperature and solidification simulation mechanisms of two casting process schemes, and compare the simulation results of the two casting process schemes based on the distribution of shrinkage porosity, shrinkage porosity, and stress field.
2. Mesh division of the steel casting model for the rocker arm shell of the coal mining machine
The casting products manufacturers imported the three-dimensional models of the coal mining machine rocker arm shell and pouring system into ProCAST software, and used the MeshCAST module for mesh division to obtain the finite element pre-processing models of the shell, pouring system, and casting mold, as shown in Figures 3 and 4.
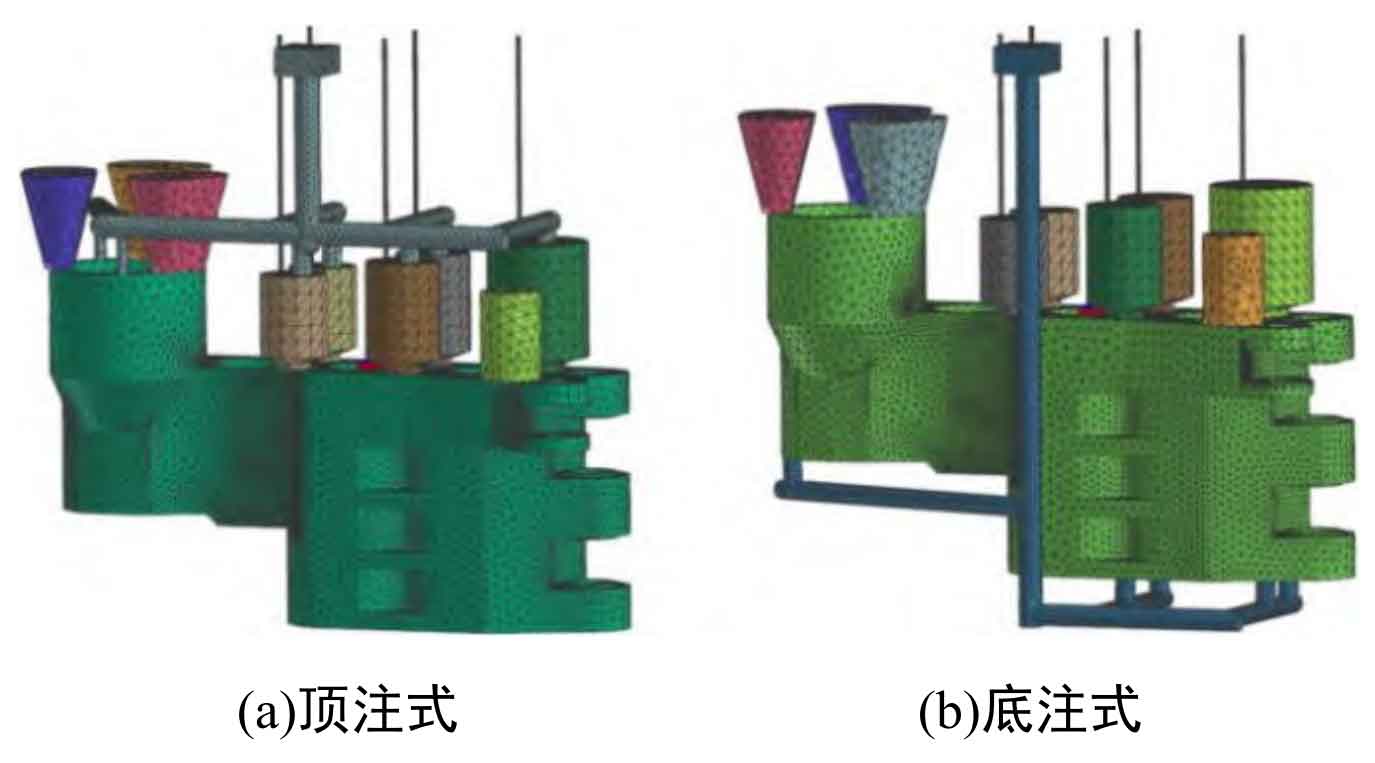
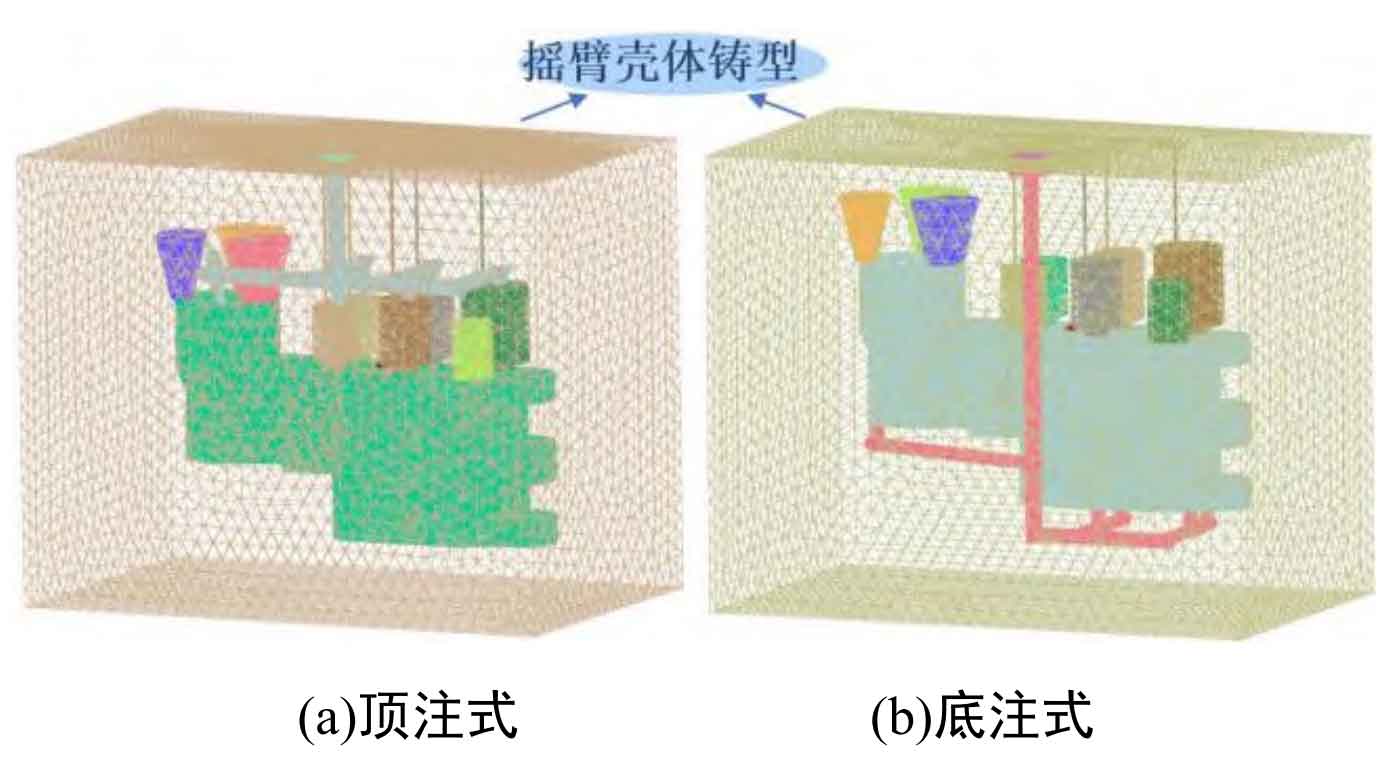
The main size of the grid element for the rocker arm shell is 32 mm, and the grid element size for the thin-walled area is 8 mm. The number of grid elements in the rocker arm shell is 125311, the total number of grids in the top injection type is 1622421, and the total number of grids in the bottom injection type is 1085291. In order to shorten the calculation time and improve the effectiveness of grid size, the grid size of the casting mold was fine tuned. During simulation, the grid size of the casting mold was 80mm.
3. Determination of process parameters for cast steel parts of coal mining machine rocker arm shell
The material selected by the casting products manufacturers for the shell of the shearer rocker arm is ZG20SiMn cast steel. The chemical composition of the material is shown in Table 1, and the thermal properties of the material are shown in Table 2. The casting material is resin bonded sand. The heat transfer coefficient between the steel casting and the mold is 500 W/(m ^ 2 ∙ K), the heat transfer coefficient between the steel casting and the cold iron is 2000 W/(m ^ 2 ∙ K), the heat transfer coefficient between the cold iron and the mold is 500 W/(m ^ 2 ∙ K), and the boundary condition of the outer contour surface of the mold is set to air cooling. The pouring method is gravity casting, with a pouring temperature of 1580 ℃, a pouring speed of 35 kg/s, and a preheating temperature of 250 ℃ for the mold.
| C | Si | Mn | Mo | Cr | Ni | S | P |
| 0.18 | 0.71 | 1.13 | 0.12 | 0.09 | 0.05 | 0.021 | 0.017 |
| Temperature/℃ | Density/(g · cm ^ -3) | Enthalpy/(kJ · kg ^ -1) | Thermal conductivity/(W · m ^ -1 ∙ K ^ -1) |
| 253 | 7.81 | 111.31 | 34.80 |
| 653 | 7.65 | 358.67 | 30.89 |
| 1 053 | 7.48 | 650.01 | 38.51 |
| 1 453 | 7.20 | 984.52 | 38.59 |
| 1 853 | 6.83 | 1 508.21 | 39.05 |
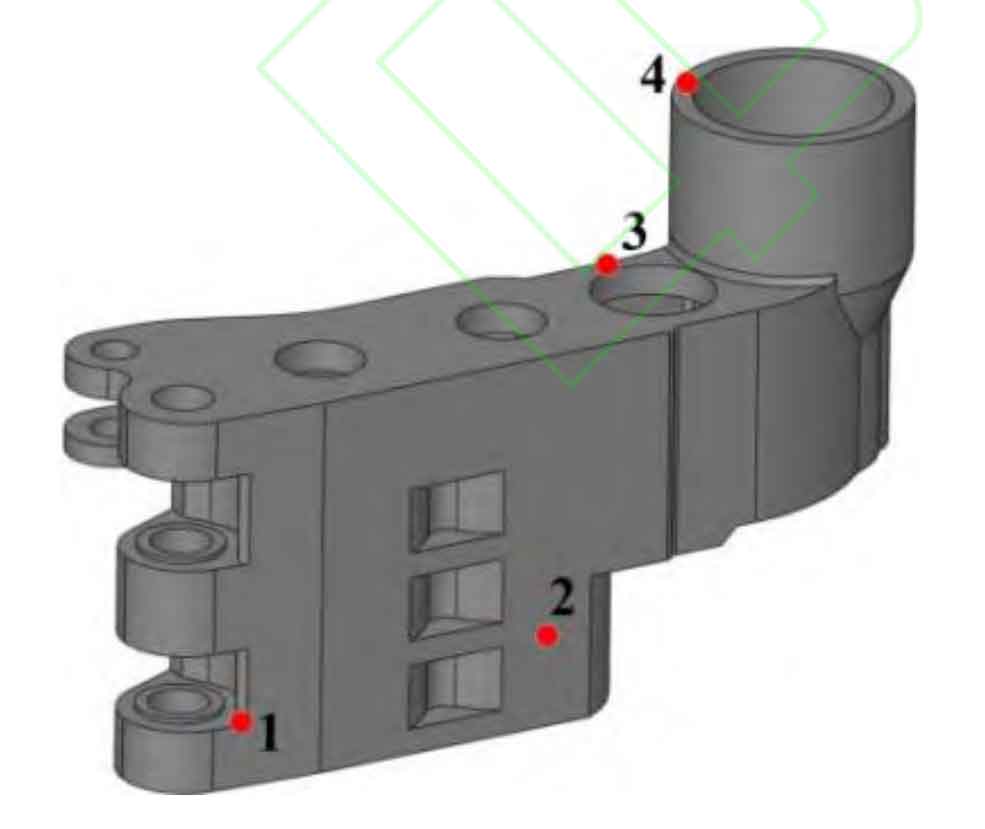
To quantitatively analyze the casting quality of the rocker arm shell, casting products manufacturers have set up four monitoring points in the variable cross-section area of the rocker arm shell steel casting. The distribution of monitoring points is shown in Figure 5.