
The working conditions of hydraulic turbine equipment are strict, and runner, as the core component of hydraulic turbine, has been listed in the national first set of major technical equipment promotion and Application guide directory. The runner of large hydraulic turbine is usually assembled and welded with upper crown, lower ring and 13 ~ 17 blade steel castings. This kind of steel casting requires high dimensional accuracy, strong bearing capacity and good corrosion resistance, which poses a severe challenge to casting enterprises. In the mass casting production, about 3% of the samples are found to meet the requirements of the standard in terms of tensile strength, elongation and impact toughness, but 90% ° When bending, there will be different degrees of small holes or cracks on the outside of the bending surface. In order to further improve the product quality, this problem is detected and analyzed.
These steel castings are made of cr13ni4mo, a low carbon martensitic stainless steel. This kind of material has good casting and corrosion resistance, and through the corresponding heat treatment process, can get higher comprehensive mechanical properties, so it is widely used in the turbine runner steel castings. EAF + LF + VOD is usually used in the melting process of these steel castings.
In addition, P ≤ 0.028%, s ≤ 0.008%, n ≤ 150 are required × 10-4%,H≤3 × 10-4%,O≤60 × 10-4%, controlling residual elements Al, V, Cu, etc.

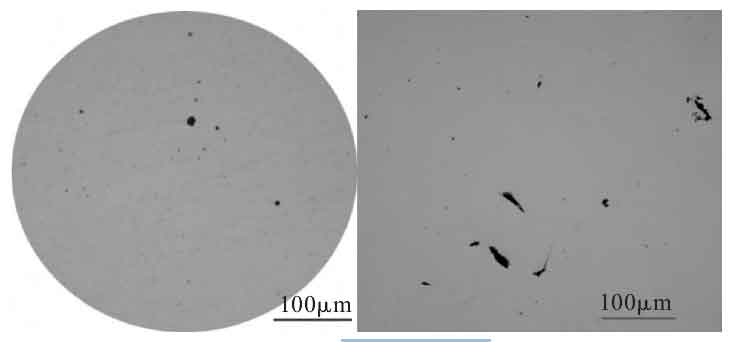
Through the investigation and verification of the production process of these samples with bending defects, and sampling for corresponding detection and analysis, and comparing with the samples without bending cracks, generally speaking, there are the following common reasons: (1) the grade of non-metallic inclusions is higher, or there are foreign inclusions at the same time, as shown in Figure 1( 2) There are some defects in the metallographic structure δ- Ferrite exists, as shown in Fig. 2( 3) There are micro casting defects such as porosity and shrinkage porosity in the sample, as shown in Fig. 3.

In view of the problem that the mechanical properties of low-carbon martensitic stainless steel castings are not in accordance with the cold bending test, the main causes of the problems and the main measures to deal with them are found out through the analysis and summary of the actual test. Through the actual application verification, good results are achieved, the product quality is improved, and the customer requirements are met.