
The effects of alloying element Mo on the microstructure and mechanical properties of high-strength gray cast iron were compared and analyzed by two groups of samples. The first group of samples used 75 ferrosilicon inoculant + 0.8wt.% as inoculant Jf-1 modifier was used for composite modification, and 75 ferrosilicon inoculant + 1.0wt.% was used for the second group of samples Jf-1 modifier was subjected to composite modification. By changing the addition amount of alloy element Mo, the effects of alloy element Mo on graphite structure, pearlite matrix structure and primary austenite structure in the two groups of samples were compared and analyzed, and its effects on tensile strength, hardness and other mechanical properties were further analyzed.
1. Effect of alloying element Mo on graphite structure of high strength gray cast iron
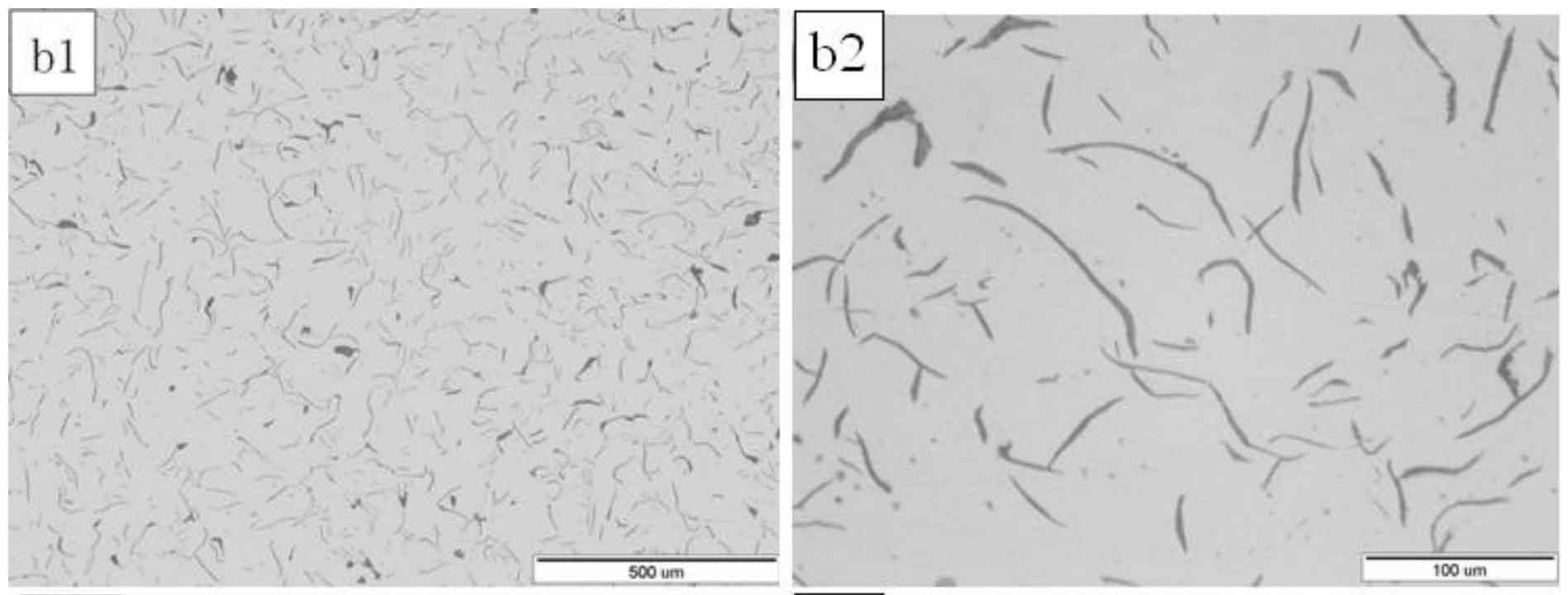
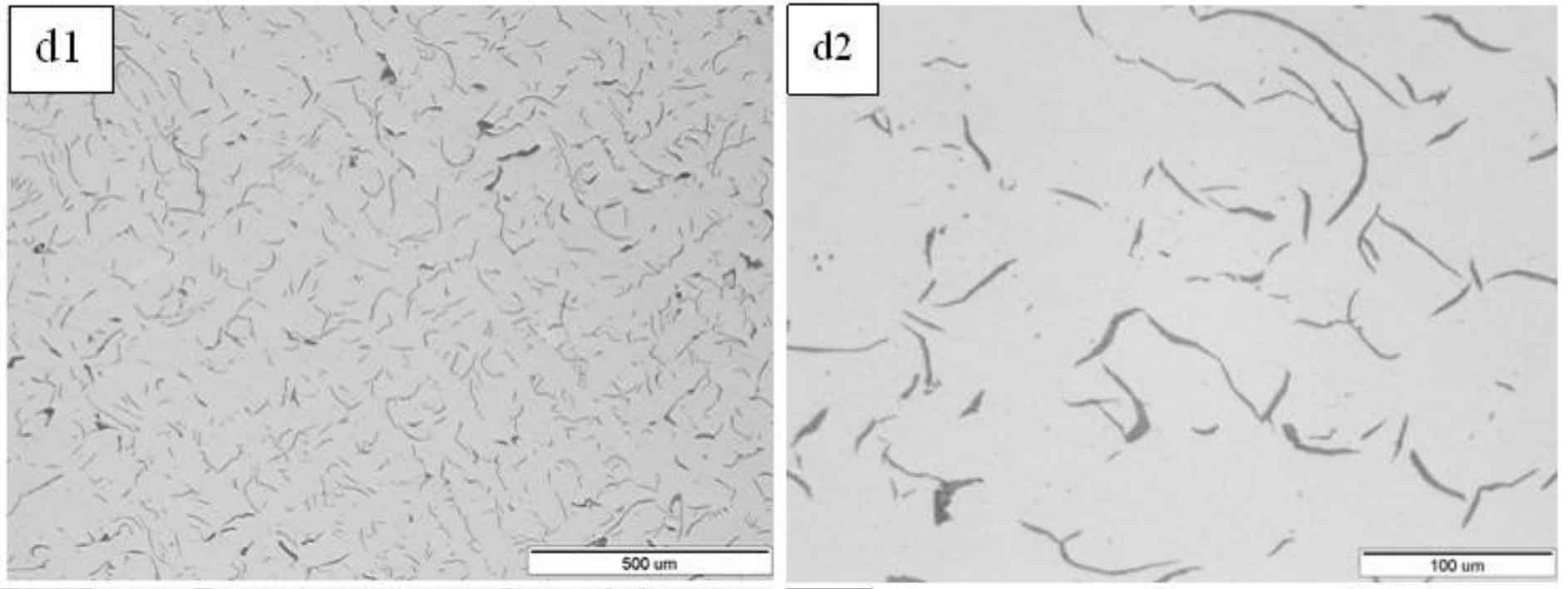
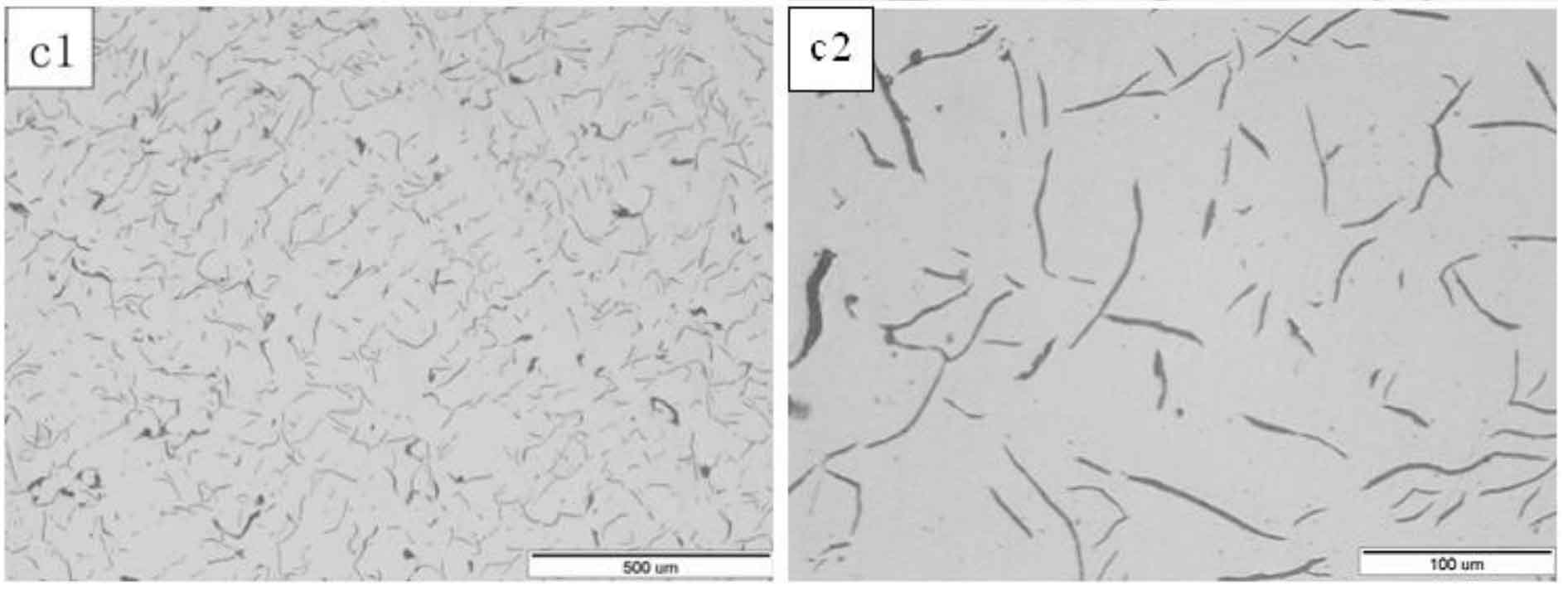
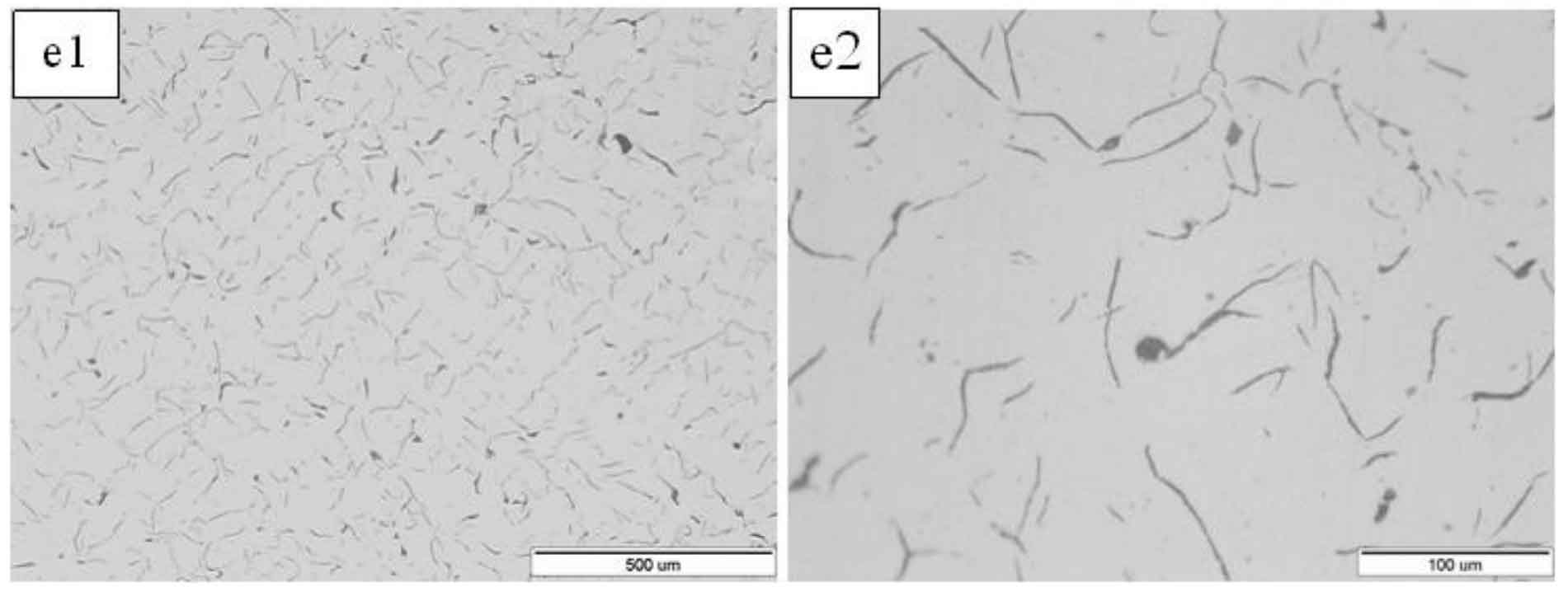
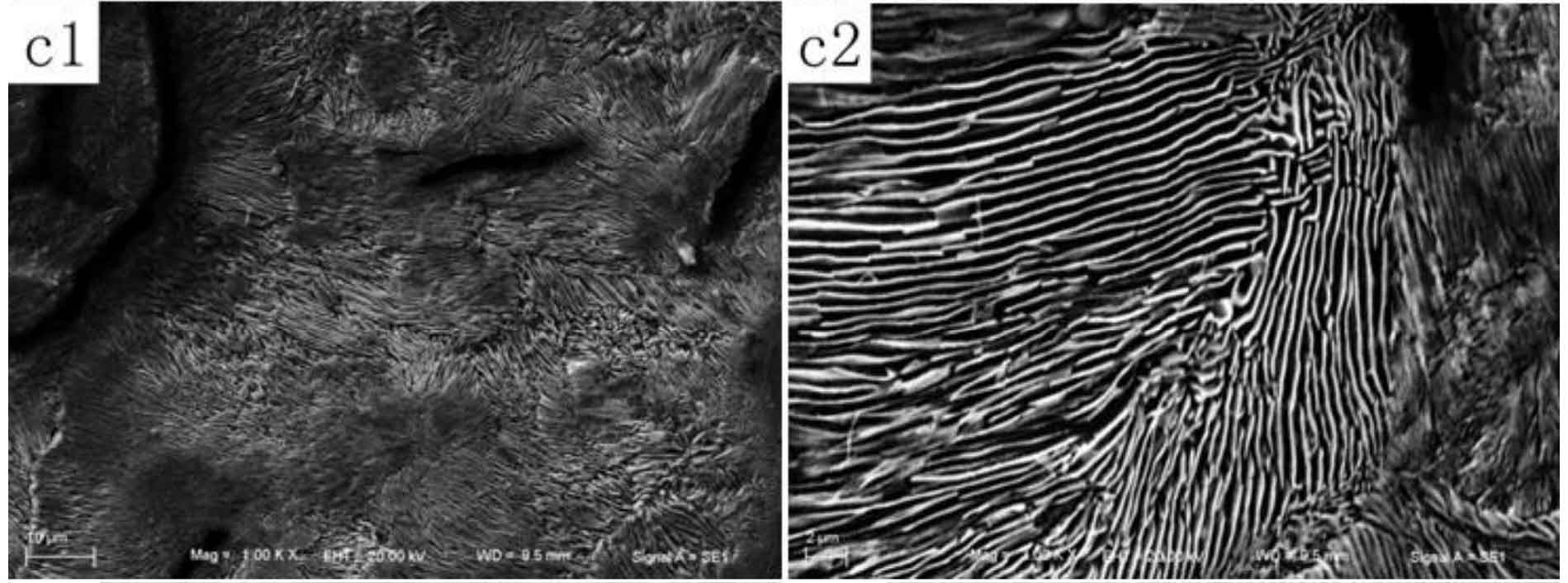
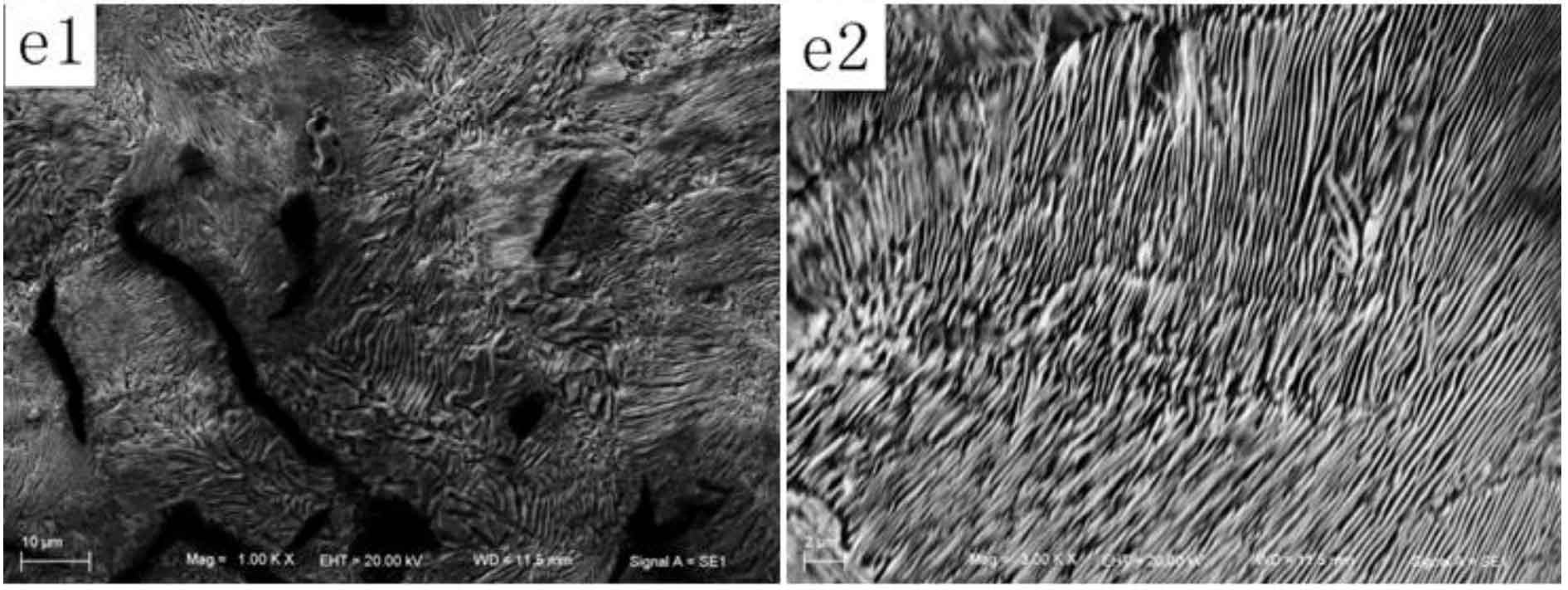
Figure 1 shows the microstructure of low and high-power graphite of experimental gray cast iron B, D, C and E. Comparing B1, D1, B2 and D2, it can be found that the graphite of sample D is finer, bent, more densely distributed and more in quantity; Comparing C1, E1, C2 and E2, it can be seen that there is almost no large graphite in sample e, and the graphite is smaller and more evenly distributed. Namely:
2. Effect of alloying element Mo on matrix structure of high strength gray cast iron
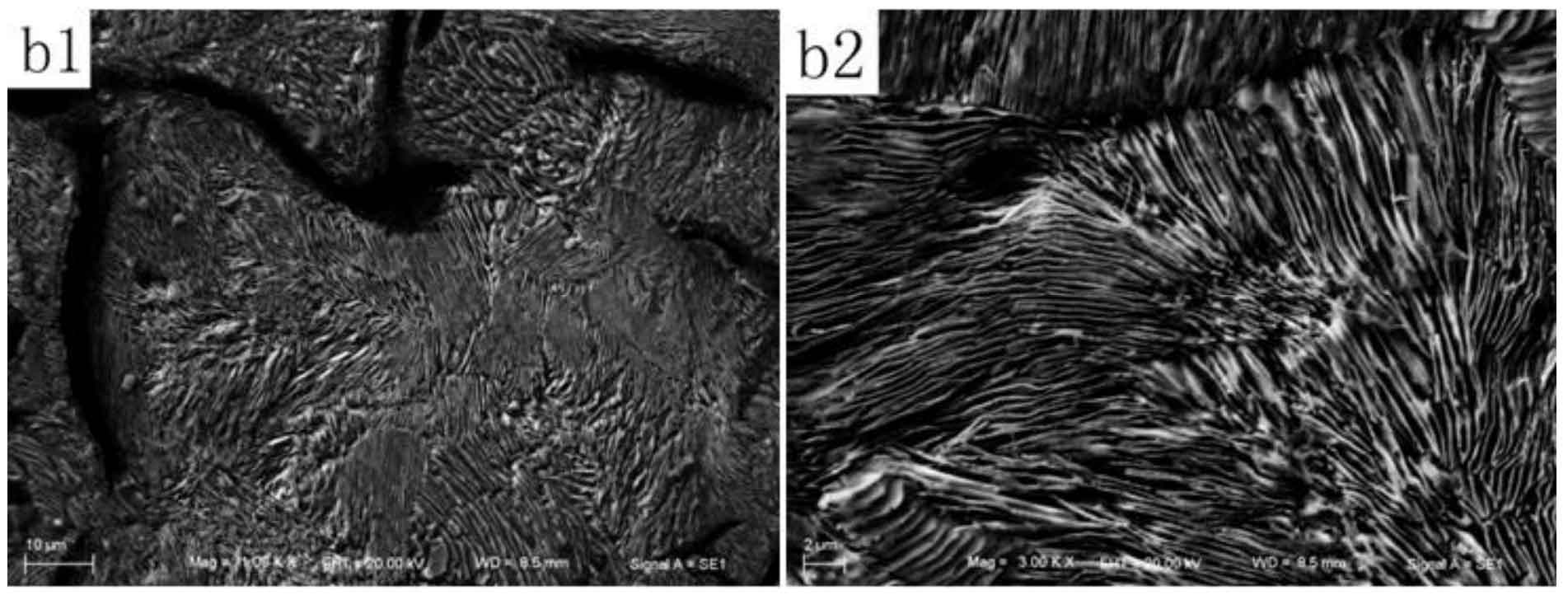
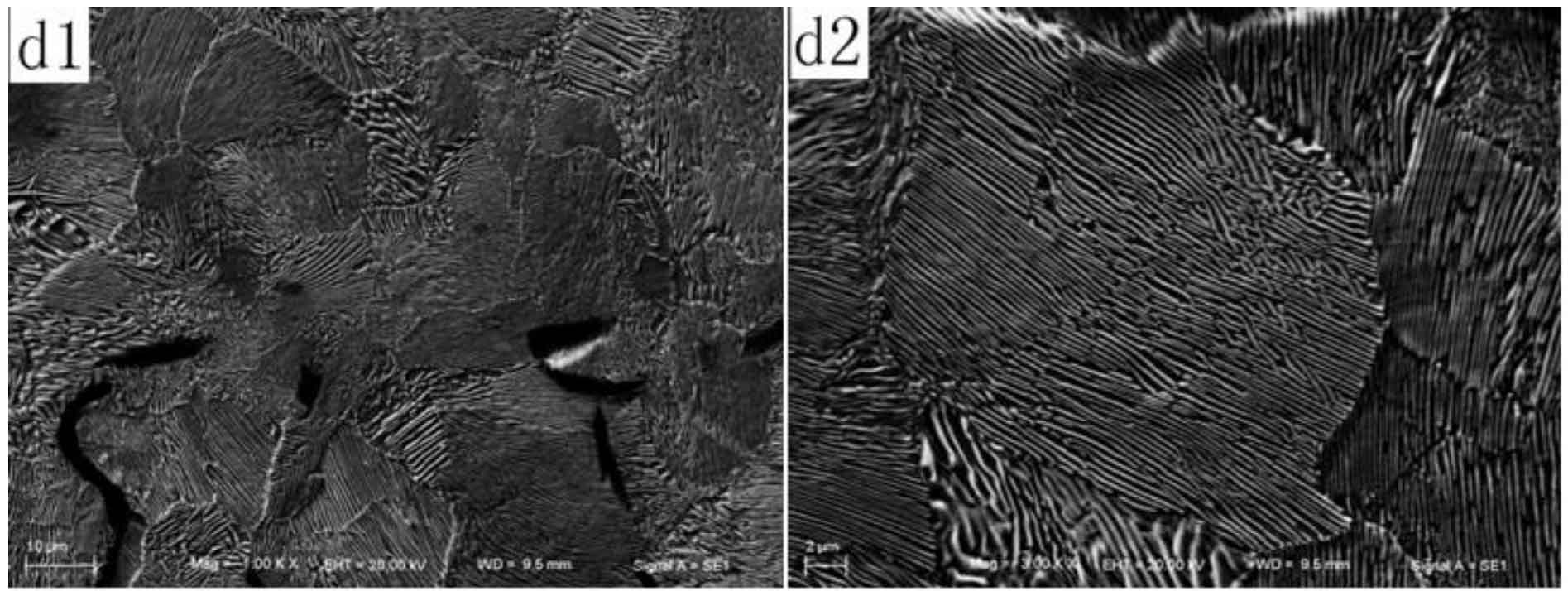
Figure 2 shows the matrix microstructure of the experimental gray cast iron. It can be seen that the matrix structure of the four kinds of experimental gray cast iron is almost 100% pearlite structure. Compared with the experimental gray cast iron samples B and D treated with 0.8% jf-1 + SIFE, the pearlite structure sheet spacing of sample D is smaller; Compared with the C and e samples of Gray Cast Iron Inoculated with 1.0% jf-1 + SIFE, the pearlite layer thickness of e sample is thinner. That is, the addition of alloy element Mo is easier to obtain pearlite structure with fine lamellar thickness.
3. Effect of alloying element Mo on primary austenite structure of high strength gray cast iron
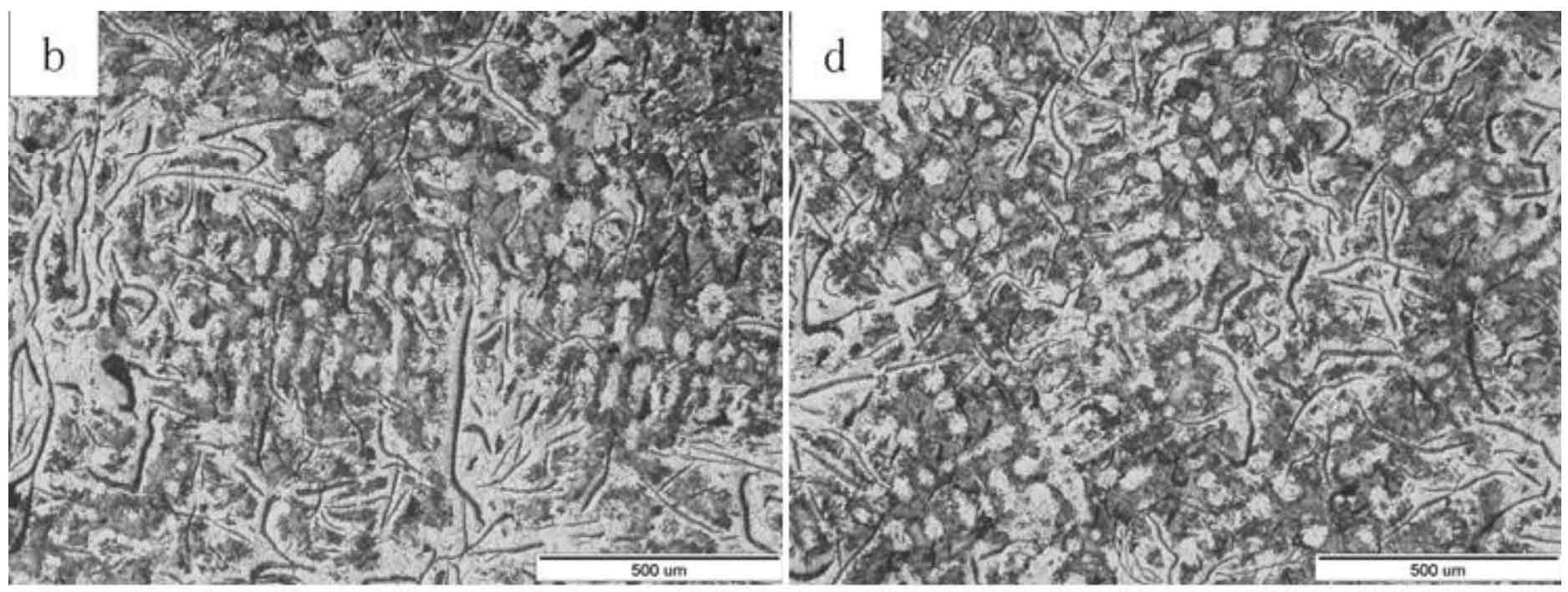
(d) the gray cast iron D added 0.25wt.% alloying elements Mo and by 0.8wt.%JF-1+SiFe compound modification;

The microstructure of primary austenite after heat treatment of four kinds of experimental gray cast iron is shown in Figure 3, and the heat treatment process is the same. Compared with B and D in Figure 3, it is found that although primary austenite is formed in samples B and D, the primary austenite network framework structure of sample D is more complex; By comparing the C and e diagrams in Figure 3, it can also be found that 0.25wt.% is added The spatial network structure of primary austenite in E sample of alloy element Mo is more complex. That is, the addition of Mo will be more conducive to the formation of complex spatial network structure of primary austenite. The main reason is that Mo can not only significantly increase the undercooling of Eutectic Transformation, so as to expand the range of crystal growth temperature and increase the amount of dendrite precipitation, but also show positive segregation in austenite, and the component supercooling zone formed by Mo enrichment appears in the liquid phase before solidification interface, Component undercooling leads to the full development of austenite secondary dendrites, the resulting dendrites are refined, more branches, and the dendrite arm spacing is reduced accordingly. Austenite dendrites may collide and intersect with each other, thus forming a more complex spatial network structure. The complex spatial network structure of primary austenite will limit the space of eutectic reaction, reduce the size and increase the number of eutectic clusters.