
Abstract:
This paper presents a comprehensive study on the optimization of process parameters and their impact on the performance of aluminum alloy auto parts produced through squeeze casting. Orthogonal experimental design was employed to investigate the effects of extrusion speed, mold temperature, and liquid metal temperature on the mechanical properties, internal defects, and surface quality of the cast parts. The results indicate that increasing the extrusion speed and liquid metal temperature while decreasing the mold temperature can significantly enhance the mechanical properties, improve surface quality, and minimize internal defects. This research provides valuable theoretical guidance and empirical data for optimizing the extrusion casting process of aluminum alloy auto parts.
1. Introduction
The automotive industry’s continuous pursuit of lightweight design and energy efficiency has led to the widespread adoption of aluminum alloys in component manufacturing. Squeeze casting, a near-net-shape forming technology, offers a unique solution for producing complex aluminum alloy auto parts with high dimensional accuracy, excellent surface finish, and superior internal quality. To achieve optimal part performance, a systematic study of the key process parameters influencing the squeeze casting process is crucial. This paper aims to investigate these parameters and their interplay with the part’s mechanical properties, surface quality, and internal defects.
2. Principles of Squeeze Casting for Aluminum Alloy Auto Parts
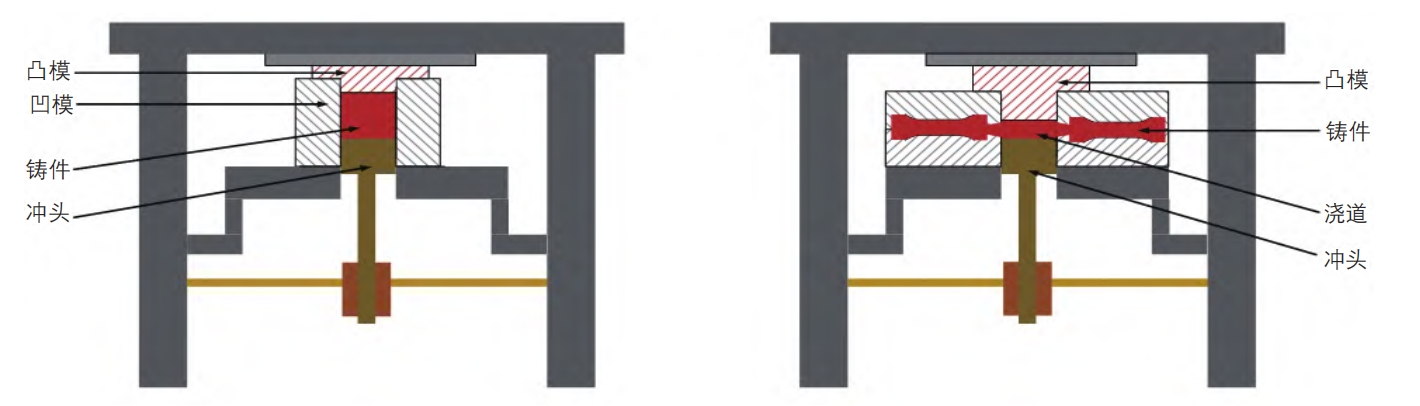
Squeeze casting involves the forcible injection of molten metal into a closed mold cavity under high pressure, resulting in rapid solidification and near-net-shape formation. This process combines the advantages of die casting and forging, offering superior part quality and material utilization. Figure 1 illustrates the basic principle of the squeeze casting process.
2.1 Advantages of Squeeze Casting
Squeeze casting offers several key advantages over traditional casting methods:
- Near-net-shape formation: Minimizes machining requirements and material waste.
- High dimensional accuracy: Achieves tight tolerances and complex geometries.
- Excellent surface finish: Smooth surfaces with low roughness values.
- Superior internal quality: Reduced porosity and increased material density.
- High production rates: Efficient for mass production of automotive components.
3. Key Process Parameters Affecting Squeeze Cast Parts
The performance of aluminum alloy auto parts produced by squeeze casting is highly sensitive to various process parameters. Key parameters include:
- Extrusion Speed: Controls the filling rate and pressure distribution within the mold cavity.
- Mold Temperature: Influences solidification rate, cooling uniformity, and surface quality.
- Liquid Metal Temperature: Affects fluidity, filling capacity, and microstructure development.
4. Orthogonal Experimental Design
An orthogonal experimental design was adopted to systematically study the effects of the aforementioned parameters on the part performance. This approach allows for the efficient exploration of parameter space with minimal experimentation.
4.1 Test Materials and Equipment
- Material: AC4D aluminum alloy (AlSi9Mg), commonly used in automotive control arms.
- Equipment: 280-ton cold chamber die casting machine, H13 hot-work tool steel mold.
4.2 Experimental Setup
The orthogonal experimental design included three factors (extrusion speed, mold temperature, and liquid metal temperature) at three levels each. An L9(34) orthogonal array was used to arrange the experiments, with each condition replicated three times for statistical reliability. The part performance was evaluated based on tensile strength, elongation, surface roughness, and internal defect area fraction.
Table 1: Orthogonal Experimental Design Matrix
| Experiment No. | Extrusion Speed (m/s) | Mold Temperature (°C) | Liquid Metal Temperature (°C) |
|---|---|---|---|
| 1 | 0.2 | 175 | 660 |
| 2 | 0.2 | 225 | 700 |
| 3 | 0.2 | 275 | 740 |
| 4 | 0.6 | 175 | 700 |
| 5 | 0.6 | 225 | 660 |
| 6 | 0.6 | 275 | 740 |
| 7 | 1.0 | 175 | 740 |
| 8 | 1.0 | 225 | 660 |
| 9 | 1.0 | 275 | 700 |
5. Results and Discussion
5.1 Influence of Extrusion Speed
Increasing the extrusion speed from 0.2 to 1.0 m/s initially enhanced the tensile strength but reduced elongation. Optimal tensile strength (286 MPa) was achieved at 0.6 m/s, while higher speeds led to increased porosity and surface defects due to turbulence and entrapped gases.
Table 2: Effect of Extrusion Speed on Mechanical Properties
| Extrusion Speed (m/s) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|
| 0.2 | 250 | 8.0 |
| 0.6 | 286 | 6.5 |
| 1.0 | 260 | 5.0 |
5.2 Influence of Mold Temperature
Raising the mold temperature from 175 to 275 °C initially improved surface roughness (Ra decreased from 0.6 to 0.42 μm at 225 °C) but led to increased internal defects at higher temperatures. An optimal mold temperature of 225 °C balanced surface and internal quality.
Table 3: Effect of Mold Temperature on Surface Roughness and Internal Defects
| Mold Temperature (°C) | Surface Roughness (Ra, μm) | Internal Defect Area Fraction (%) |
|---|---|---|
| 175 | 0.60 | 1.2 |
| 225 | 0.42 | 0.68 |
| 275 | 0.55 | 1.05 |
5.3 Influence of Liquid Metal Temperature
Elevating the liquid metal temperature from 660 to 740 °C enhanced tensile strength (peaking at 700 °C at 293 MPa) and elongation (9.4% at 740 °C) but compromised strength at higher temperatures due to grain coarsening. Surface roughness also improved with increasing temperature.
Table 4: Effect of Liquid Metal Temperature on Mechanical Properties and Surface Roughness
| Liquid Metal Temperature (°C) | Tensile Strength (MPa) | Elongation (%) | Surface Roughness (Ra, μm) |
|---|---|---|---|
| 660 | 260 | 4.9 | 0.55 |
| 700 | 293 | 7.2 | 0.39 |
| 740 | 280 | 9.4 | 0.41 |
6. Multi-objective Optimization
The optimization of squeeze casting process parameters involves balancing multiple performance criteria, including mechanical properties, surface quality, and internal quality. A weighted approach was adopted, assigning higher weights to tensile strength and lower weights to elongation, surface roughness, and internal defect area fraction.
Table 5: Weight Coefficients for Multi-objective Optimization
| Performance Criterion | Weight Coefficient |
|---|---|
| Tensile Strength (MPa) | 0.35 |
| Elongation (%) | 0.25 |
| Surface Roughness (Ra, μm) | -0.20 |
| Internal Defect Area Fraction (%) | -0.20 |
Based on the orthogonal experimental results and weighted optimization, the optimal parameter combination was determined to be an extrusion speed of 0.6 m/s, mold temperature of 225 °C, and liquid metal temperature of 700 °C.
7. Validation and Comparison
The optimized parameter combination was validated by casting aluminum alloy auto parts under both optimized and baseline conditions. The optimized parts exhibited significant improvements in tensile strength (from 263 to 285 MPa), elongation (from 5.2% to 7.6%), surface roughness (from 0.58 to 0.41 μm), and internal defect area fraction (from 1.35% to 0.76%).
Table 6: Performance Comparison of Baseline and Optimized Parts
| Condition | Tensile Strength (MPa) | Elongation (%) | Surface Roughness (Ra, μm) | Internal Defect Area Fraction (%) |
|---|---|---|---|---|
| Baseline | 263 | 5.2 | 0.58 | 1.35 |
| Optimized | 285 | 7.6 | 0.41 | 0.76 |
8. Conclusion
This study systematically investigated the effects of key process parameters on the performance of aluminum alloy auto parts produced by squeeze casting. Through orthogonal experimental design and multi-objective optimization, an optimal parameter combination was identified that significantly improved the mechanical properties, surface quality, and internal defects of the cast parts. The research provides valuable insights into the optimization of squeeze casting processes for aluminum alloy auto parts, offering theoretical guidance and practical data support for industrial applications.