
Introduction
Die-casting is a highly efficient and precise manufacturing process widely used in the automotive, electronics, and home appliance industries. As industries push towards energy efficiency and lightweight design, die-cast parts, particularly aluminum alloys, have gained importance due to their lightweight, durable, and cost-effective characteristics. In this article, we explore the optimization of the die-casting process for a gearbox rear cover shell, aiming to improve the product’s quality by reducing defects such as cold shuts and porosity.
1. Overview of Die-Casting for Gearbox Components
The gearbox rear cover is a crucial part of the transmission system, particularly in heavy-duty trucks. Made from aluminum alloy, it requires precision in design and production. Aluminum alloy ADC12 is commonly used for its lightweight and durability characteristics, as shown in Table 1.
Table 1: Chemical Composition of ADC12 Aluminum Alloy
| Element | Si | Fe | Cu | Mn | Mg | Ni | Zn | Sn | Al |
|---|---|---|---|---|---|---|---|---|---|
| Percent | 9.6% | 1.3% | 1.5% | 0.5% | 0.3% | 0.5% | 1.0% | 0.2% | Remainder |
The challenge in die-casting gearbox covers lies in the complexity of the part’s structure. the component’s design involves varying wall thicknesses, which can lead to defects during the casting process, such as cold shuts and porosity.
2. Defect Analysis in Die-Casting
Cold shuts and porosity are common defects in die-casting, especially in large and complex parts. The analysis of three production batches of the gearbox rear cover revealed a high percentage of defects, as summarized in Table 2.
Table 2: Defect Rates in Gearbox Rear Cover Production
| Batch | Total Parts Produced | Cold Shuts | Porosity Defects | Yield Rate |
|---|---|---|---|---|
| Batch 1 | 126 | 15 | 0 | 89.4% |
| Batch 2 | 224 | 155 | 15 | 56.9% |
| Batch 3 | 582 | 180 | 49 | 71.8% |
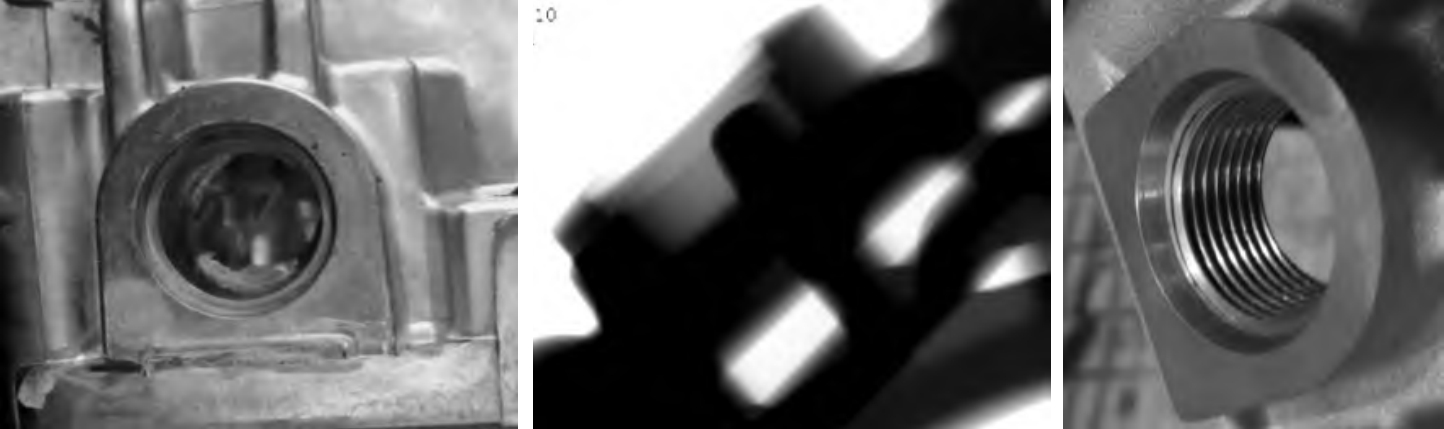
The cold shut defects and porosity occur primarily in the oil-hole area of the casting. These defects affect the product’s structural integrity and performance, leading to higher rejection rates during quality control.
3. Simulating Defects Using MAGMA Software
To identify the root cause of the defects, MAGMA simulation software was employed. This software helps visualize the filling process and assess potential issues during the die-casting stage. where it was noted that the oil-hole region experiences the most significant issues due to its position at the end of the casting process. This position causes cold material, air, and slag to accumulate, leading to the formation of cold shuts and porosity.
Cold shuts occur when molten aluminum cools too quickly, preventing complete fusion between metal streams, while porosity arises from trapped gases that cannot escape before solidification.
4. Process Optimization
Several optimization techniques were implemented to resolve these defects. Below is a summary of the changes made:
4.1 Mold Modifications
The mold was adjusted by adding a slag collection bag in the oil-hole area. This modification allows excess slag and cold material to be removed, reducing defects in critical areas.
4.2 Mold Temperature Control
Another critical factor was the uneven cooling rate in different sections of the mold. To counter this, a mold temperature oil circuit was added to maintain a stable temperature of around 180°C in the oil-hole region.
4.3 Aluminum Pouring Temperature
The aluminum pouring temperature was increased from 660°C to 670°C. This adjustment ensures better flow characteristics of the molten aluminum, reducing heat loss as the material fills the mold.
4.4 Simulation of Auxiliary Runner
In addition, an auxiliary runner was introduced to alter the flow path of the molten aluminum. The runner shifts the end-point of the fill to a non-critical area. This ensures that any cold material or gases are directed away from the key structural regions.
5. Verification and Results
The optimized die-casting process was tested with a new production batch. The yield rate improved dramatically to 98.2%, as shown in Table 3.
Table 3: Improved Yield Rate After Process Optimization
| Batch | Total Parts Produced | Cold Shuts | Porosity Defects | Yield Rate |
|---|---|---|---|---|
| Batch 4 | 862 | 16 | 0 | 98.2% |
The visual quality of the castings also improved significantly, with far fewer defects observed in the oil-hole region.
6. Key Takeaways
The improvements implemented in the die-casting process for the gearbox rear cover shell demonstrate the effectiveness of targeted optimizations:
- Mold Design: Incorporating slag collection bags and optimizing the mold structure can significantly reduce defects.
- Temperature Control: Maintaining consistent mold temperatures during production prevents cold shuts and porosity in critical areas.
- Aluminum Flow Optimization: Using simulation software like MAGMA to visualize the filling process helps identify and mitigate potential defects.
- Process Consistency: Ensuring consistent temperature and flow of molten aluminum improves the overall quality and yield of the final product.
These insights can be applied to other die-casting projects, particularly for complex components with varying wall thicknesses. The next steps would involve scaling the improved process for full production and exploring further enhancements in die-casting technology to address future challenges.
Conclusion
In conclusion, the optimization of the die-casting process for the gearbox rear cover shell illustrates the importance of addressing key areas like mold design, temperature control, and aluminum flow to reduce defects and improve yield. Through simulation and small-scale testing, significant improvements were achieved, which can serve as a blueprint for similar die-casting projects in the automotive and other industries.