
The manufacturing of intricate thin-walled pump volutes presents significant challenges in foundry operations. These components endure substantial hydrodynamic stresses and corrosive seawater environments, demanding exceptional metallurgical integrity. Through meticulous casting process refinement, we achieved defect-free production meeting stringent performance criteria.
Component Specifications and Material Constraints
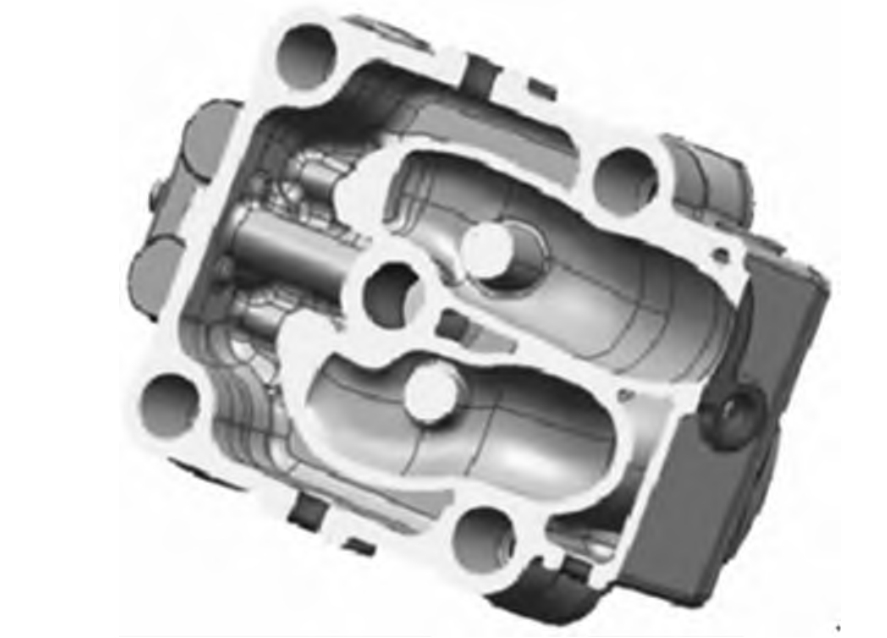
The volute features a maximum dimension of 408 mm with nominal wall thickness of 8 mm (±1 mm tolerance). Its complex internal geometry includes tapered flow channels and internal baffles, creating multiple thermal junctions. The aluminum bronze alloy ZCuAl10Fe4Ni4 exhibits specific solidification characteristics:
- Narrow freezing range: $ΔT_f = T_{liquidus} – T_{solidus} \leq 50°C$
- High volumetric shrinkage: $ε_v \approx 4.5\%$
- Pronounced oxidation tendency forming $Al_2O_3$ inclusions
| Table 1: Chemical Composition Requirements (wt%) | |||||
|---|---|---|---|---|---|
| Al | Fe | Ni | Mn | Cu | Impurities |
| 8.5-10.5 | 4.0-5.5 | 4.0-6.0 | ≤3.0 | Balance | ≤0.8 |
| Table 2: Mechanical Performance Requirements | ||
|---|---|---|
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
| ≥650 | ≥280 | ≥7 |
Integrated Casting Process Design
The casting process architecture combines gravity pouring with additive manufacturing to address geometric complexity:
1. Optimal Pouring Orientation
Mathematical determination of thermal center:
$$M_c = \frac{V}{A}$$
Where $M_c$ = modulus (cm), $V$ = volume ($cm^3$), $A$ = cooling surface area ($cm^2$). Pouring position places mounting feet downward to facilitate directional solidification toward risers.
2. Multi-Partitioned Mold System
Four-part mold division along primary datum planes minimizes draft angles while accommodating undercuts. Critical parameters:
- Dimensional tolerance: CT10 per ISO 8062
- Surface roughness: Ra ≤ 25 μm (as-cast)
- Core print allowances: +0.8% linear expansion
3. Hydraulically Optimized Gating
The bottom-gated system prevents turbulence and oxide entrapment. Flow dynamics governed by:
$$Re = \frac{\rho v D_h}{\mu} < 2000$$
Where $Re$ = Reynolds number, $\rho$ = density (kg/m³), $v$ = velocity (m/s), $D_h$ = hydraulic diameter (m), $\mu$ = dynamic viscosity (Pa·s). Configuration details:
- Pouring cup with ceramic filter
- Sprue: Ø25 mm with 3° taper
- Runner: 35 × 40 mm trapezoidal cross-section
- 4 ingates: Ø24 mm each with $A_{total}/A_{choke} = 1.6$
4. Solidification Control Methodology
Riser design follows Chvorinov’s principle:
$$t_f = k \left( \frac{V}{A} \right)^n$$
Where $t_f$ = solidification time (min), $k$ = mold constant, $n$ ≈ 2. Implementation:
- Top riser: Ø245/Ø330 × 110 mm with insulating sleeve
- Feet regions: Chromite sand chills ($k_{sand} = 0.8-1.0 \, \text{cm/min}^{0.5}$)
- Riser efficiency: $\eta_r = \frac{V_{feed}}{V_{riser}} \times 100\% > 28\%$
Production Validation and Quality Metrics
The optimized casting process achieved first-pass yield of 92% with complete elimination of leakage defects. Hydrostatic testing at 0.5 MPa for 15 minutes showed zero penetration across 30 consecutive castings. Metallurgical analysis confirmed:
- Dendrite arm spacing: $λ_2 \leq 40 \, \mu m$
- Shrinkage porosity: < 0.2% by volume per ASTM E505
- Inclusion rating: ≤2 per ASTM E1245
| Table 3: Process Parameter Optimization | |||
|---|---|---|---|
| Parameter | Initial | Optimized | Improvement |
| Pour Temp (°C) | 1220 | 1170±10 | Reduced oxide formation |
| Fill Time (s) | 8.5 | 12.2 | Lower turbulence |
| Riser Yield (%) | 18 | 31 | Better feeding |
| Scrap Rate (%) | 35 | 8 | Cost reduction |
Thermodynamic Process Modeling
The solidification sequence was simulated using Fourier’s heat transfer equation:
$$\frac{\partial T}{\partial t} = \alpha \nabla^2 T$$
Where $\alpha = k/(\rho c_p)$ is thermal diffusivity ($m^2/s$). Boundary conditions accounted for:
- Metal-mold interface: $h_{int} = 500-800 \, \text{W/m}^2\text{K}$
- Critical gradient requirement: $G/R \geq 3.5 \times 10^6 \, \text{K·s/m}^2$
Conclusions
This casting process methodology demonstrates that integrated computational design with additive manufacturing enables reliable production of complex thin-walled components. Key success factors include:
- Precise thermal management through modulus-driven riser placement
- Laminar filling achieved by controlled gating hydraulics
- Defect suppression via directional solidification control
The framework establishes a replicable approach for high-integrity marine castings requiring pressure containment capabilities. Further development will focus on real-time solidification monitoring using thermal imaging for dynamic process adjustment.