
The rear axle of the excavator is shell type and of high quality. The original process of the factory adopts two box modeling, and furan resin is used for manual core making and modeling. Because the inner hole is long and there is a cavity in the middle, the combined sand core is used for positioning, which is convenient for core making. The middle of the sand core is shell core, and the two sides are sand cores with equal length. The sand core needs to be installed with core support. In order to prevent the molten steel from flowing into the sand core during pouring, it is necessary to seal the shell core with mud rope.
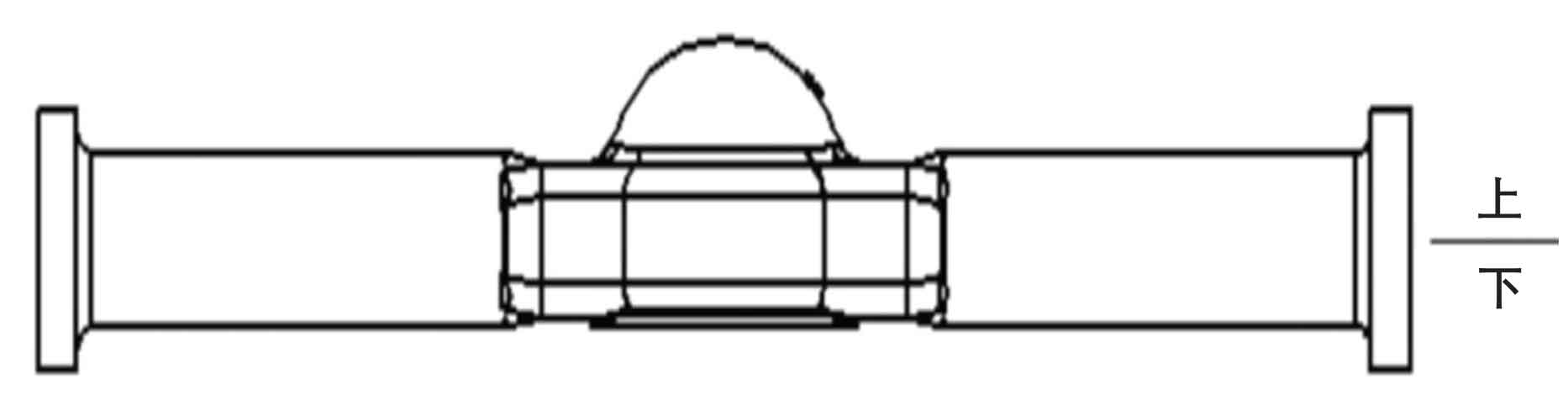
According to the traditional design method, the parting surface of the excavator rear axle is selected on the maximum section of the excavator rear axle. In order to facilitate the universality of the design and manufacture of the gating system and riser of various front and rear axles, the rear axle of excavator adopts reverse release in actual production. The parting surface of the rear axle of the excavator is shown in Figure 1.
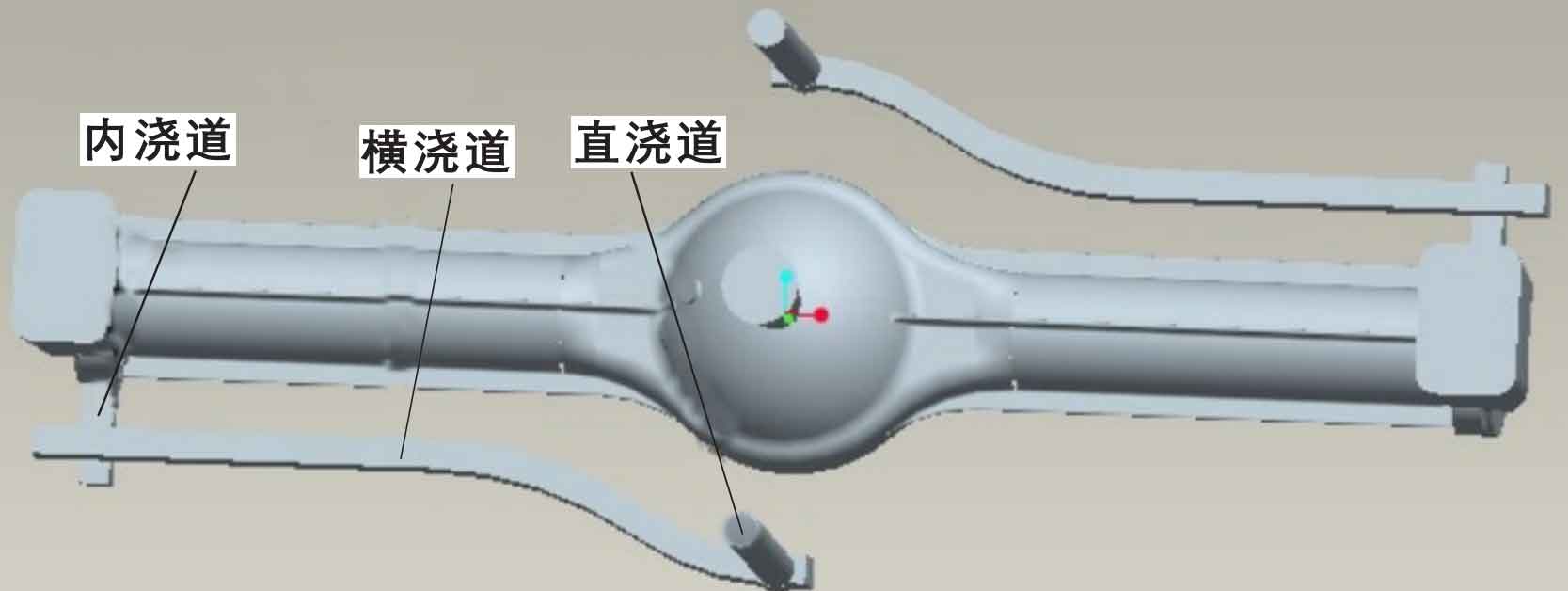
According to the shape of the rear axle of the excavator, the factory designed the pouring system according to experience, as shown in Figure 2. The straight sprue of the rear axle of the excavator adopts cylindrical ceramic pipe, and the transverse sprue and inner sprue adopt trapezoidal ceramic pipe. The overall gating system is closed. The closed gating system can quickly fill the system with liquid metal and maintain a certain pressure, but the liquid flows rapidly during the pouring process, which has obvious scouring on the system.
The rear axle of the excavator is arranged in a reverse way in the sand mold, and the open risers are used for feeding at both ends. The important position of the middle arc is upward. Since the arc part in the middle of the excavator rear axle is the thinnest, the cylindrical open riser is used to supplement the arc position. If the riser design is too small, there will be process defects. If the design is too large, the cost will rise and the process yield will decrease. The length of the rear axle of the excavator reaches 1870mm, which may be deformed during the casting process. Therefore, the reinforcement treatment is carried out around the rear axle of the excavator.