
To obtain a dense microstructure and good mechanical properties while preventing cracks, an orthogonal experiment was designed for the precision casting of locomotive couplers. The optimal parameters were determined as a pouring temperature of 1,570 °C, a mold shell preheating temperature of 425 °C, and a pouring time of 29 seconds. Casting simulations were conducted to analyze the influence of the temperature field and stress field on the formation of shrinkage porosity and cracks under these optimal parameters. Additionally, the microstructure of key parts of the castings was simulated using the KGT model. Finally, X-ray detection was performed on the trial-produced couplers.
Keywords: locomotive couplers; precision casting; stress; microstructure simulation; mechanical properties; steel castings
1. Introduction
Locomotive couplers are critical components in railway transportation, requiring high strength, wear resistance, and impact resistance at low temperatures. Precision casting technology is widely used in the production of locomotive couplers due to its ability to produce complex shapes with high dimensional accuracy and good surface quality. However, during the precision casting process of steel castings for locomotive couplers, defects such as cracks and shrinkage porosity can easily occur. Therefore, it is necessary to study the precision casting process and solidification microstructure of steel castings for locomotive couplers to optimize the process parameters and improve product quality.
2. Simulation Model and Orthogonal Experiment
2.1 Simulation Model and Initial Conditions
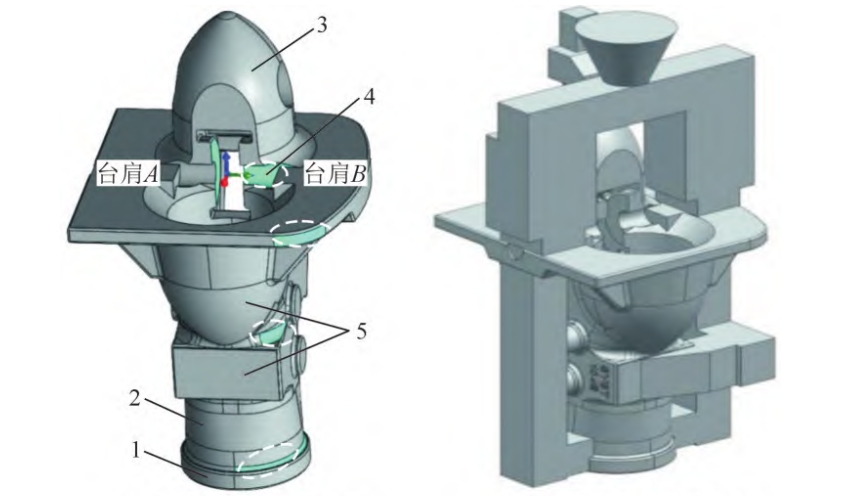
The locomotive coupler has a hollow internal structure with significant variations in wall thickness. Its overall dimensions are 594 mm × 370 mm × 350 mm, and its mass is approximately 70 kg. A vertical top-pouring, two-side diversion pouring system is adopted, with a riser set at the top of the coupler head. The coupler is produced using E-grade cast steel ZG25MnCrNiMo, which has excellent wear resistance, low-temperature impact resistance, and high strength. The chemical composition of the steel is shown in Table 1.
Table 1. Chemical Composition of ZG25MnCrNiMo Steel
| Element | C (%) | Si (%) | Mn (%) | Cr (%) | Ni (%) | Mo (%) | P (%) | S (%) |
|---|---|---|---|---|---|---|---|---|
| Content | 0.26 | 0.45 | 1.4 | 0.55 | 0.45 | 0.25 | ≤0.35 | ≤0.35 |
The thermophysical parameters of the cast steel at different temperatures were calculated using a mixed model in the thermodynamic database of the ProCAST software. The simulation initial conditions are shown in Table 2.
Table 2. Initial Conditions for Filling and Solidification Simulation
| Parameter | Value |
|---|---|
| Pouring Temperature (T1) / °C | 1,550 |
| Mold Shell Preheating Temperature (T2) / °C | 400 |
| Ambient Temperature (T0) / °C | 20 |
| Pouring Time (t) / s | 15 |
| Heat Transfer Coefficient between Mold Shell and Casting (h1) / (W·m⁻²·K⁻¹) | 500 |
| Heat Transfer Coefficient between Mold Shell and Air (h2) / (W·m⁻²·K⁻¹) | 10 |
| Mesh Size / mm | 8 (pouring system and riser), 5 (casting body) |
2.2 Stress Calculation Model
A stress calculation model was established to analyze the stress distribution in the casting during the solidification process. This model considers factors such as thermal contraction, phase transformation, and external constraints.
2.3 Microstructure Simulation Model
The Cellular Automata-Finite Element (CAFE) method, combining the continuous nucleation Gauss distribution model and the dendrite tip growth kinetics model (KGT model), was used for microstructure simulation. The mathematical and physical expressions of the two models are shown in Equations (1) and (2).
d(ΔT)dn=2π⋅ΔTσnmaxexp(−2(ΔTσ)2(ΔT−ΔTmax)2)
(1)
where n is the grain density, ΔT is the undercooling, ΔTmax is the average nucleation undercooling, ΔTσ is the standard deviation of nucleation undercooling, and nmax is the maximum nucleation density obtained by integrating from 0.
The kinetic parameters and nucleation Gaussian distribution parameters of ZG25MnCrNiMo are shown in Table 3.
Table 3. Dynamics Parameters and Nucleation Gaussian Distribution Parameters of ZG25MnCrNiMo Steel
| Element | C | Cr | Mn | Mo | Ni |
|---|---|---|---|---|---|
| Nucleation Parameters | ns,max=1×109 m⁻³ | nv,max=1×1011 m⁻³ | ΔTs,max=ΔTv,max=8 K | ΔTS,σ=ΔTV,σ=2 K | – |
| m / (K·%)⁻¹ | -83.0242 | -1.83704 | -5.17283 | -2.61329 | -3.87222 |
| k | 0.166396 | 0.907287 | 0.737152 | 0.781625 | 0.803188 |
| Γ / (10⁻⁷ K·m) | 3 | 3 | 3 | 3 | 3 |
| D1 / (10⁻⁹ m²·s⁻¹) | 3 | 3 | 3 | 3 | 3 |
2.4 Orthogonal Experiment Design
To optimize the volume of shrinkage porosity (V_SP) and the stress (σ) at three critical nodes in the stress-concentrated areas of the casting, three key factors with the greatest impact on quality objectives were selected: pouring temperature (A), mold shell temperature (B), and pouring time (C). Based on experience, the initial ranges for these factors were set as follows: pouring temperature of 1,530–1,590 °C, mold shell preheating temperature of 350–500 °C, and pouring time of 28–34 seconds.
An orthogonal experiment design was used to investigate the effects of these factors on the casting quality. The design and results of the Taguchi orthogonal experiment are shown in Table 4.
Table 4. Design and Results of Taguchi Orthogonal Experiment
| Seq. | A / °C | B / °C | C / s | V_SP / cm³ | S/N / dB | σ / MPa |
|---|---|---|---|---|---|---|
| 1 | 1,530 | 350 | 28 | 1.048 | -0.407 | 346.124 |
| 2 | 1,530 | 400 | 30 | 0.887 | 0.257 | 344.063 |
| … | … | … | … | … | … | … |
| 16 | 1,590 | 500 | 34 | 0.900 | -0.287 | 347.722 |
The results of the extreme difference analysis of the stress values showed that the influence of each parameter on the stress value (σ) at the critical parts of the casting was in the order of A > C > B. The optimal combination of pouring process parameters was determined to be A3B1C2, which corresponds to a pouring temperature of 1,570 °C, a mold shell preheating temperature of 350 °C, and a pouring time of 30 seconds.
In the research on the precision casting process of steel locomotive couplers, to determine the optimal casting parameters for minimizing shrinkage porosity and shrinkage volume (V_SP) and stress values (σ) in critical areas, researchers employed the Taguchi orthogonal experimental method. Three key factors were considered in the experiments: pouring temperature (A), mold shell preheating temperature (B), and pouring time (C), with four levels set for each factor.
The results of the range analysis indicated the degree of influence of each parameter on the stress value (σ) in critical areas of the casting as follows: pouring temperature (A) had the greatest impact, followed by pouring time (C), and mold shell preheating temperature (B) had the least impact. Based on this analysis, the optimal combination of process parameters for achieving the minimum stress value was determined to be A3B1C2, specifically:
Pouring temperature (A3): 1,570 °C
Mold shell preheating temperature (B1): 350 °C
Pouring time (C2): 30 seconds
However, researchers also considered the optimization of shrinkage porosity and shrinkage volume (V_SP). The range analysis results for V_SP showed a consistent order of influence as A > C > B with the stress value analysis. Yet, the optimal parameter combination for minimizing V_SP was A3B4C1, namely:
Pouring temperature (A3): 1,570 °C (same as the stress optimization result)
Mold shell preheating temperature (B4): 500 °C (different from the stress optimization result)
Pouring time (C1): 28 seconds (different from the stress optimization result)
Final optimized parameter selection: Since the goal of the Taguchi orthogonal experiment was to simultaneously optimize both V_SP and σ indicators, researchers did not directly adopt the optimal parameter combination from either range analysis alone. Instead, they took the average values of the optimal parameters corresponding to these two optimization objectives. Thus, the final optimized parameter combination was:
Pouring temperature: 1,570 °C (identical in both sets of analysis results)
Mold shell preheating temperature: 425 °C (the middle value of parameter B from A3B1C2 and A3B4C1)
Pouring time: 29 seconds (close to the middle value of parameter C from A3B1C2 and A3B4C1, with slight adjustment for rounding)
This combination was identified as the best process parameters for balancing shrinkage porosity and shrinkage volume and stress in critical areas. Subsequently, researchers conducted casting simulations and validation of trial coupler production using these optimized parameters. The results demonstrated that these parameters indeed contributed to obtaining high-quality, defect-free castings.