
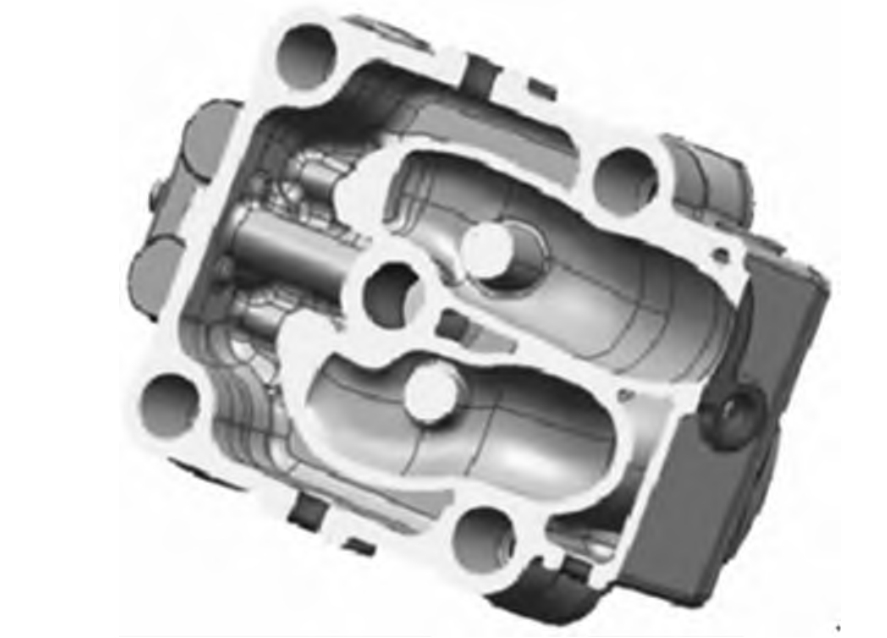
This research addresses the casting process challenges of ZGM95-II coal mill roller sleeve substrates. Based on structural characteristics, material properties, and operational requirements, we developed a scientific casting process validated through simulation software. The roller sleeve substrate (Figure 1) features a complex钵-shaped geometry with thick flanges (116mm) at both ends and a thinner curved midsection (65mm), creating significant thermal gradients that challenge directional solidification.
The material ZG20SiMn (Table 1) exhibits narrow solidification range characteristics, leading to concentrated shrinkage defects. Chemical composition directly influences solidification behavior according to:
$$ \Delta T_{solid} = T_{liquidus} – T_{solidus} $$
Where $\Delta T_{solid}$ represents the solidification range. For ZG20SiMn, $\Delta T_{solid} < 50°C$ promotes concentrated shrinkage formation.
| Element | Requirement (%) | Element | Requirement (%) |
|---|---|---|---|
| C | ≤0.23 | P | ≤0.025 |
| Si | ≤0.60 | S | ≤0.025 |
| Mn | 1.00-1.50 | Cr | ≤0.30 |
Our casting process design prioritized directional solidification through strategic riser placement, padding, and chill implementation. Riser sizing followed modulus calculations:
$$ M_{riser} = 1.2 \times M_{casting} $$
$$ M = \frac{V}{A} $$
Where $M$ represents modulus, $V$ volume, and $A$ cooling surface area. Padding geometry was derived using a 1.05 expansion coefficient applied to hot spot circles. Chills (ϕ60mm) encircled lower thermal sections to accelerate solidification. The gating system featured four ingates below risers to maintain thermal gradients.
Simulation-driven optimization revealed critical process parameters affecting defect formation. Solidification time followed Chvorinov’s rule:
$$ t = B \left( \frac{V}{A} \right)^n $$
Where $B$ denotes the mold constant and $n$ (typically 2) the exponent. Temperature gradient ($\nabla T$) directly impacted shrinkage mitigation:
$$ \nabla T = \frac{\partial T}{\partial x} $$
Our optimized casting process achieved $\nabla T > 2°C/cm$ throughout solidification. Process parameters critical to this casting process included:
| Parameter | Value | Influence |
|---|---|---|
| Pouring Temperature | 1560°C | Fluidity & Shrinkage |
| Riser Diameter | 350mm | Feeding Efficiency |
| Chill Surface Area | 15% of Hot Spot | Solidification Rate |
| Padding Angle | 45° | Feeding Path |
Pattern manufacturing innovations included horizontal core box parting and removable segments for dimensional accuracy. Molding used furan resin sand with zircon-based coatings applied in seven layers ($\geq$0.8mm total thickness) to prevent burn-on. The casting process emphasized pre-pour inspection through borescope examination to eliminate inclusions.
Results confirmed the casting process effectiveness: UT/PT inspections showed zero shrinkage defects, mechanical properties exceeded specifications, and dimensional accuracy required minimal machining. The successful casting process established a manufacturing foundation for similar components, demonstrating that strategic thermal management enables defect-free production of complex geometries. Future work will quantify the economic impact of this optimized casting process across heavy machinery sectors.