
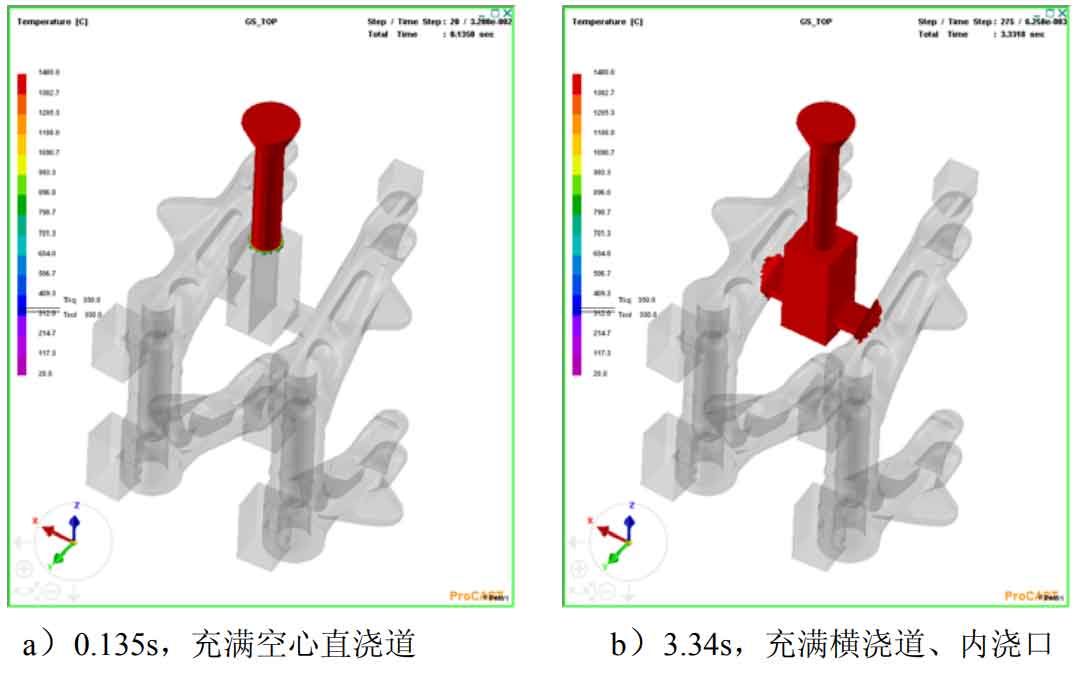
Fig. 1 a) ~ F) shows the change process of mold filling temperature field of top injection trial production scheme. Similarly, figure a) shows that only 0.135 seconds of molten metal fills the hollow sprue. Since the top injection hollow sprue is shorter than the bottom injection, the filling time of the former is shorter than that of the latter according to the filling characteristics of gravity casting; Figure b) shows that at 3.34s, the molten metal filled the central large riser and inner gate and began to invade the long fork of nodular cast iron. Compared with the bottom injection type, the top injection type poured the long fork later due to the existence of the central large riser.
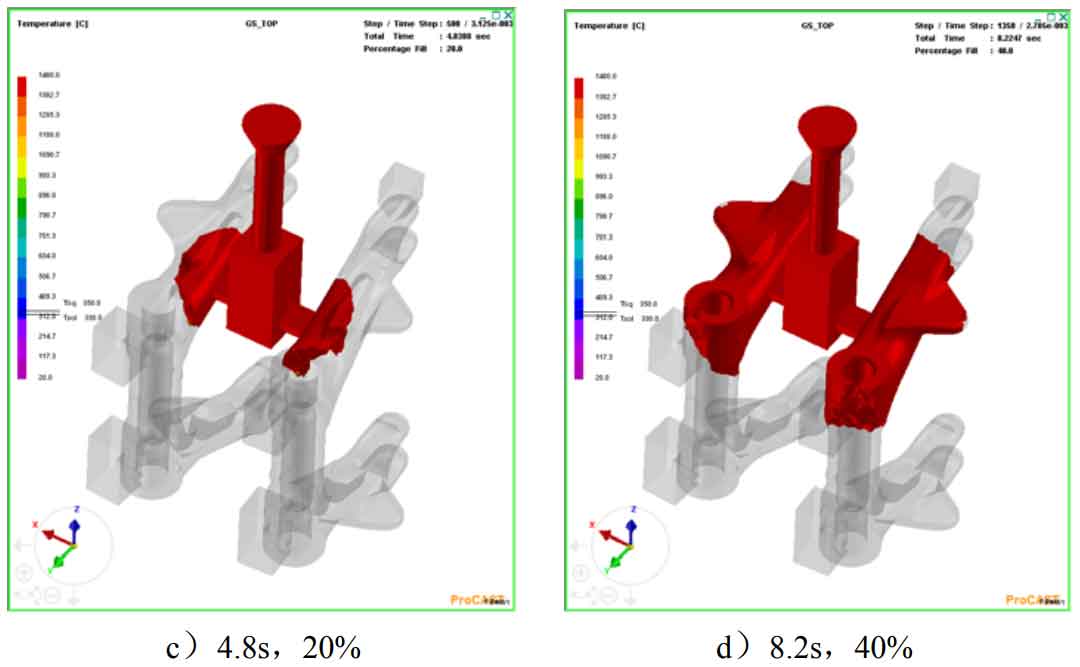
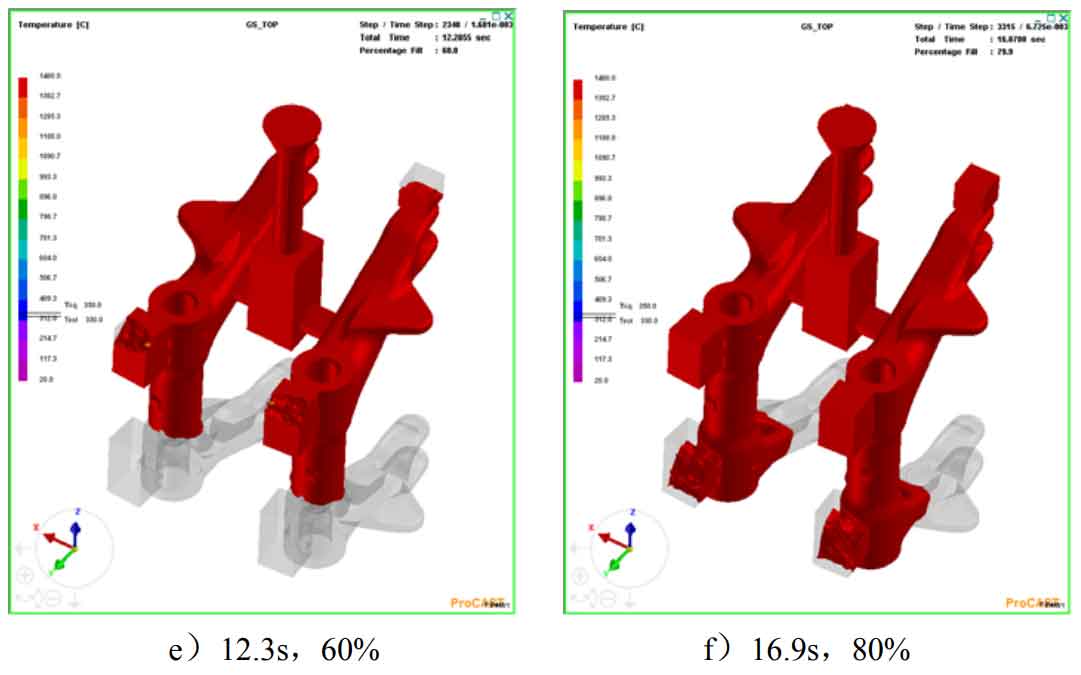
As can be seen from Fig. C) ~ F) and Fig. 2, the time taken for each 20% mold filling of molten metal is 4.8s, 3.4s, 4.1s, 4.6s and 7.04s in sequence, which has the same law as the bottom injection type. Although there is a period of empty mold at the beginning of mold filling, the mold filling time is still long, the mold filling speed is very slow, and then turns fast. Finally, with the continuous mold filling, the average mold filling speed of each stage decreases, After 80%, the filling is the slowest; The maximum filling time of top injection is 23.94s, and the pouring time is single layer pouring. The actual pouring time is about 25s. However, due to the short top pouring runner, the amount of heat lost in the early filling stage is relatively low, and the molten iron can maintain relatively high temperature during the whole casting process.
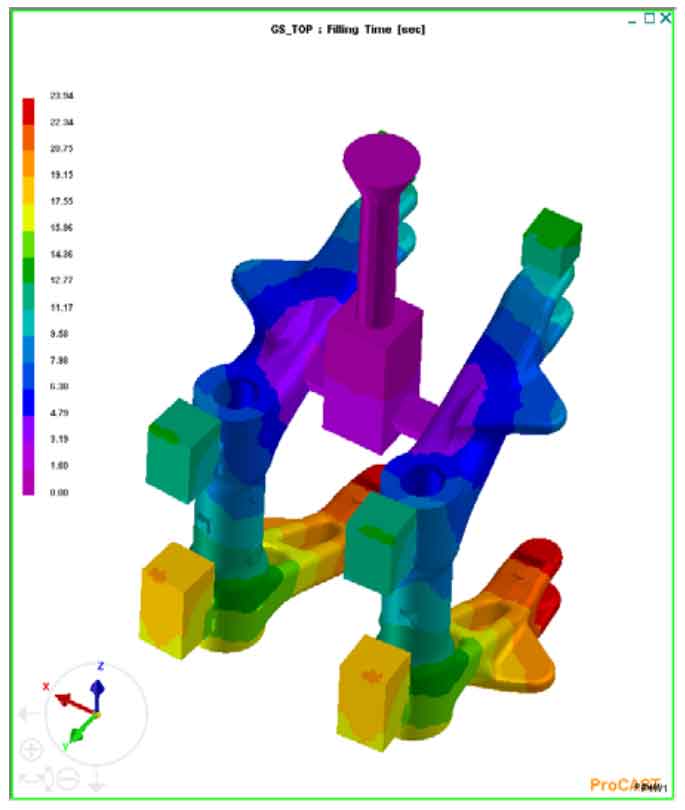
From the point of view of the whole filling process, the liquid metal gradually advances from top to bottom from the inner gate, and the filling is stable without flow interruption. The final filling position is farthest from the inner gate to the front end of the lower fork arm; However, the filling direction of top injection is opposite to the discharge direction of slag and gas, which is not conducive to the slag discharge and exhaust of nodular cast iron long fork.