Generally speaking, the hardness is positively correlated with the tensile strength and wear resistance of gray cast iron, while the hardness is negatively correlated with the cutting performance, that is, when the hardness of gray cast iron increases, the tensile strength increases and the wear resistance is high, but the cutting performance decreases. Therefore, in the industry, hardness is usually used as the standard to measure the machinability of gray cast iron cylinder head. The hardness value is also the main reference data for the grey cast iron cylinder head manufacturer and parts processor to analyze the cutting performance. However, in the actual production process, the hardness value of different grey cast iron cylinder heads fluctuates greatly and is not easy to control, and the hardness value of the same grey cast iron cylinder head is uneven.
1. On site production process
The production equipment related to this test and analysis include kW horizontal static pressure molding line and 15 ton medium frequency induction furnace. The relevant test devices include GS1000 direct reading spectrometer, high frequency infrared carbon sulfur analyzer and German Zeiss metallographic microscope. The test object is diesel engine cylinder head, which is made of gray cast iron and alloy HT250. The corresponding chemical composition is shown in the table.
| C | Si | Mn | S | P | Cr | Mo | Cu |
| 3.3-3.5 | 1.7-2.0 | 0.6-1.0 | 0.08-0.12 | ≤0.1 | 0.1-0.3 | 0.1-0.2 | 0.4-0.6 |
2. Physical and chemical analysis of unqualified hardness on site
The matrix structure of gray cast iron mainly includes pearlite and ferrite. The matrix structure is the factor affecting the mechanical properties of gray cast iron, but the splitting effect of flake graphite can play a decisive role. Hardness is generally more related to the matrix structure, while graphite affects the physical properties such as strength, plasticity, toughness and elasticity. In order to find out the factors affecting the hardness value in the production process, the on-site cylinder head was inspected and confirmed, and the following phenomena were found.
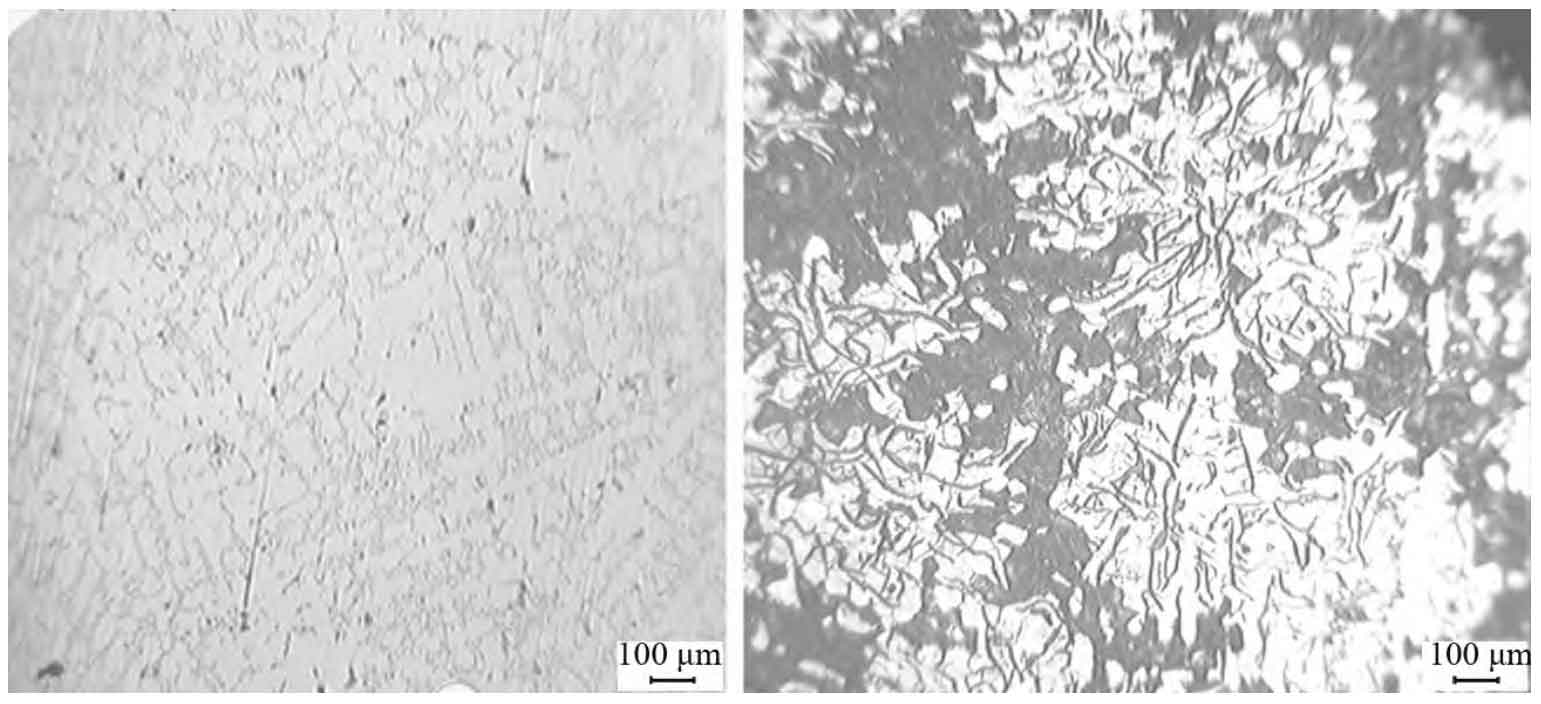
(1) A ferrite layer of 1 ~ 2 mm appears at the detection point, and there is a ferrite layer of about 1 ~ 2 mm on the overall surface of gray cast iron cylinder head, as shown in Figure 1;
(2) After grinding off the surface ferrite, the content of pearlite increases obviously, and the hardness value increases obviously;
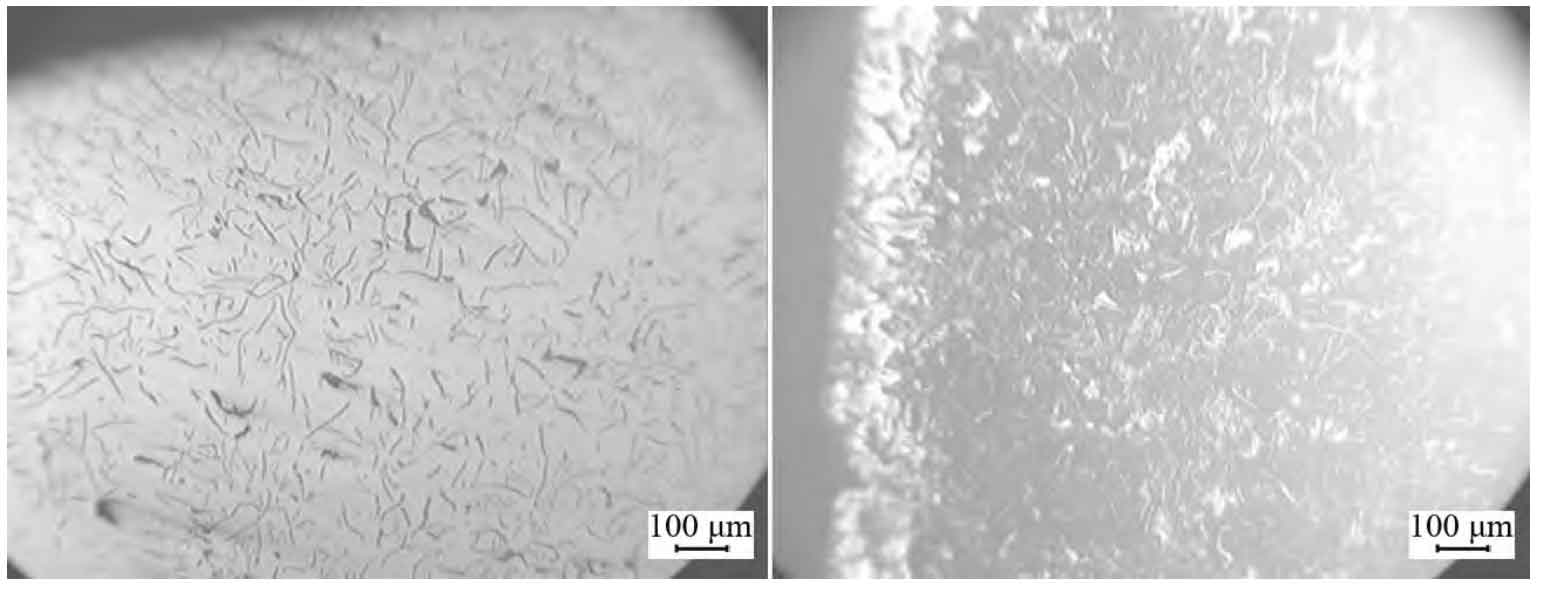
(3) The sample not only has a large amount of ferrite on the surface, but also has a large amount of ferrite in the heart, accompanied by a large amount of e-type graphite, as shown in Figure 2.