
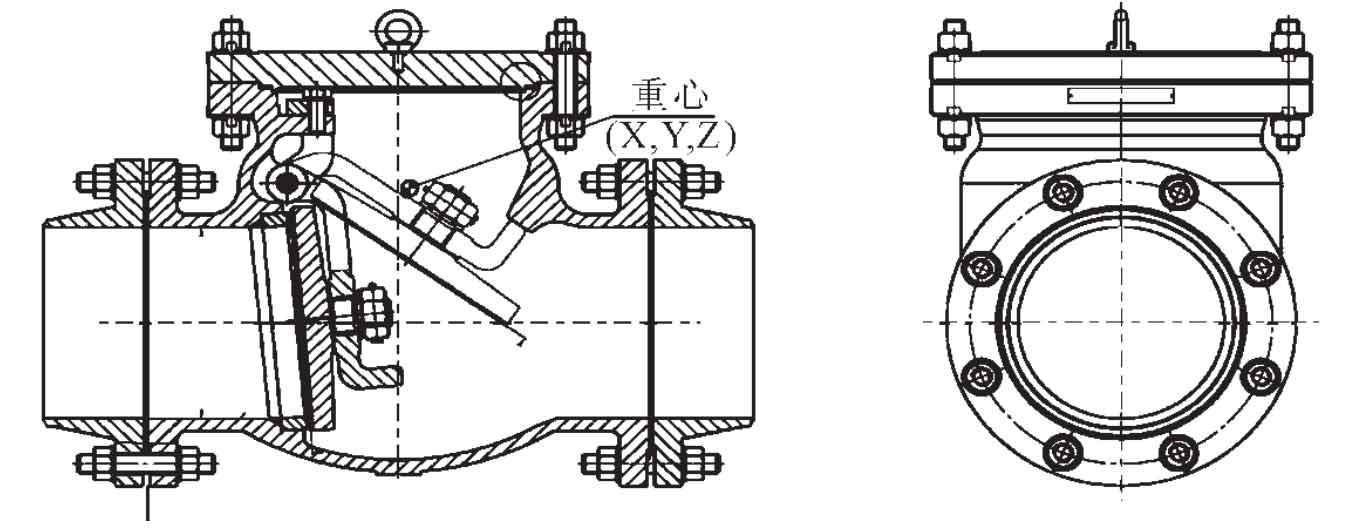
After ZHY casting received the order for the production of seawater swing check valve (as shown in Figure with nominal diameter of 200 mm, weight of 170 kg and material of sa351m-cn3mn, ZHY casting put into operation eight valve bodies in the first batch. When liquid nondestructive testing was carried out after the valve body was cast and cleaned, it was found that there were large areas of microcrack casting defects on the surface of each valve body. The purchaser and relevant personnel of the foundry shall organize a meeting to analyze the causes of casting cracks and casting defects. The crack casting defects in general castings are mainly caused by the shrinkage stress of the metal during cooling and solidification exceeding the ultimate strength of the material. It is related to the shape design of the valve casting and the valve casting process, It is also related to the cracking sensitivity caused by the high content of some impurities in metal materials (such as thermal brittleness when the content of sulfur is high, cold brittleness when the content of phosphorus is high, etc.). The pouring temperature of the dual phase stainless steel itself can not be too high due to the brittle phase, and the temperature can not be too high when removing the riser and repairing welding.
After ZHY casting was put into operation again by taking measures, no cracks and casting defects were found during liquid nondestructive testing. The production of duplex stainless steel valve casting is a complex process. Due to the influence of many factors, the duplex stainless steel valve casting often has crack casting defects. According to the causes of crack casting defects, corresponding measures are taken to avoid the occurrence of crack defects of duplex stainless steel valve casting, so as to improve the production quality of duplex stainless steel valve casting.