
In the casting forming of tractor box, if the parameters are set improperly, such as the mold cavity is too cold, the pouring speed is too slow or too fast, it will lead to casting defects. Through the coupling of flow and heat transfer, the change of liquid temperature in the forming process of tractor box sand casting can be calculated. ProCAST can be used to calculate the hot spot, the size and position of cooling channel and the position of overflow groove in the tractor box sand casting model, and adjust the parameters in time.
ProCAST’s pre-processing module can set materials, interface heat transfer coefficient, boundary conditions, initial conditions, simulation parameters, etc. for tractor box sand castings, and generate xxd.dat file and xxp.dat file.
1) Material settings
After importing the divided volume grid file into precast, it is necessary to carry out corresponding material treatment for the tractor box sand casting and sand mold. The virtual mold is set with the function of ProCAST, which only simulates the flow field and temperature field in the mold filling and solidification stage, and does not involve stress calculation. Therefore, it is only necessary to set the thermophysical parameters of the material. The tractor box sand casting material is HT250 according to the actual situation, That is, the material G250 is set in the system, the cold iron material is steel.h13, and the sand mold and sand core material is silicon sand.
2) Interface heat transfer coefficient setting
After determining the materials, it is necessary to set the interface heat transfer coefficient between various materials. There are interfaces between castings and molds, castings and sand cores, chills and castings, chills and molds. Heat transfer is a complex process. The heat transfer coefficient is not only related to materials, but also related to the temperature difference between objects. It is the heat transfer coefficient between common materials, as shown in the table.
| Material-Material | Heat transfer coefficient w / (M2 · K) |
| Metal-Metal | 1000-5000 |
| Metal-Sand | 300-1000 |
| Sand-Sand | 200-300 |
| Solid-Air | 5-10 |
| Solid-Water | 3000-5000 |
The coefficient between the tractor box sand casting and the mold is 500 W / (m2-k), the casting and the sand core is 500 W / (m2. K), the chill and the casting are 1000 W / (m2. K), the chill and the mold are 500 W / (m2-k), and the sand mold and the sand core are 300 W / (m2. K).
3) Boundary condition setting
In the sand casting of tractor box, because there is no need to calculate stress, pressure and other problems, it is only necessary to set the pouring temperature, pouring speed and natural cooling between the sand mold and air. In order to compare the advantages and disadvantages of the three pouring process schemes, the pouring temperature of the three pouring schemes is set at 1400 ℃, and the pouring speed is 6.8kg/s. As shown in Figure 1, the cooling mode is air cooling, and the boundary conditions of pouring temperature and speed are selected on the plane where the gate cup is located.

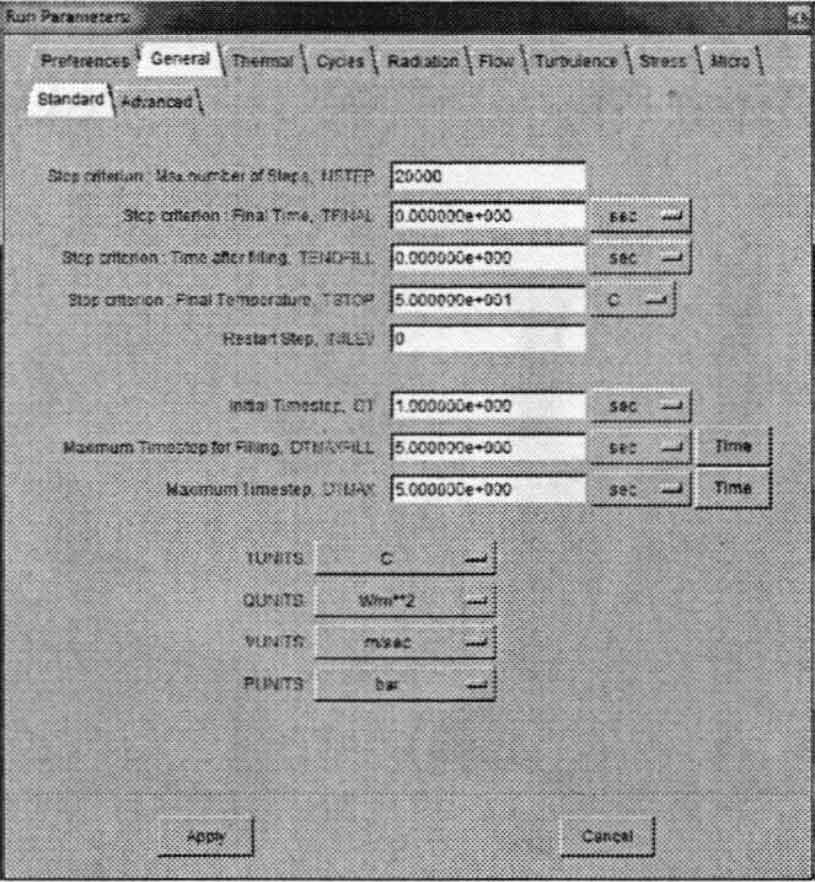
4) Setting of initial conditions and operating parameters
The initial conditions of the three schemes are the same. Before the simulation, the initial conditions of each material need to be set. The pouring temperature of molten metal is set at 1400 ℃, and the temperature of sand mold, sand core and cold iron is set at 25 ℃. The total step size is set to 20000 and the temperature after simulation is 50 ℃. In order to better observe the simulation results, the saving step size of flow field and temperature field simulation results is set to 5, as shown in Figure 2.
After all the above parameters are set, save them, and then calculate and simulate the data. After the calculation, the simulation analysis results of the sand casting process of the tractor box are displayed through viewcast.