
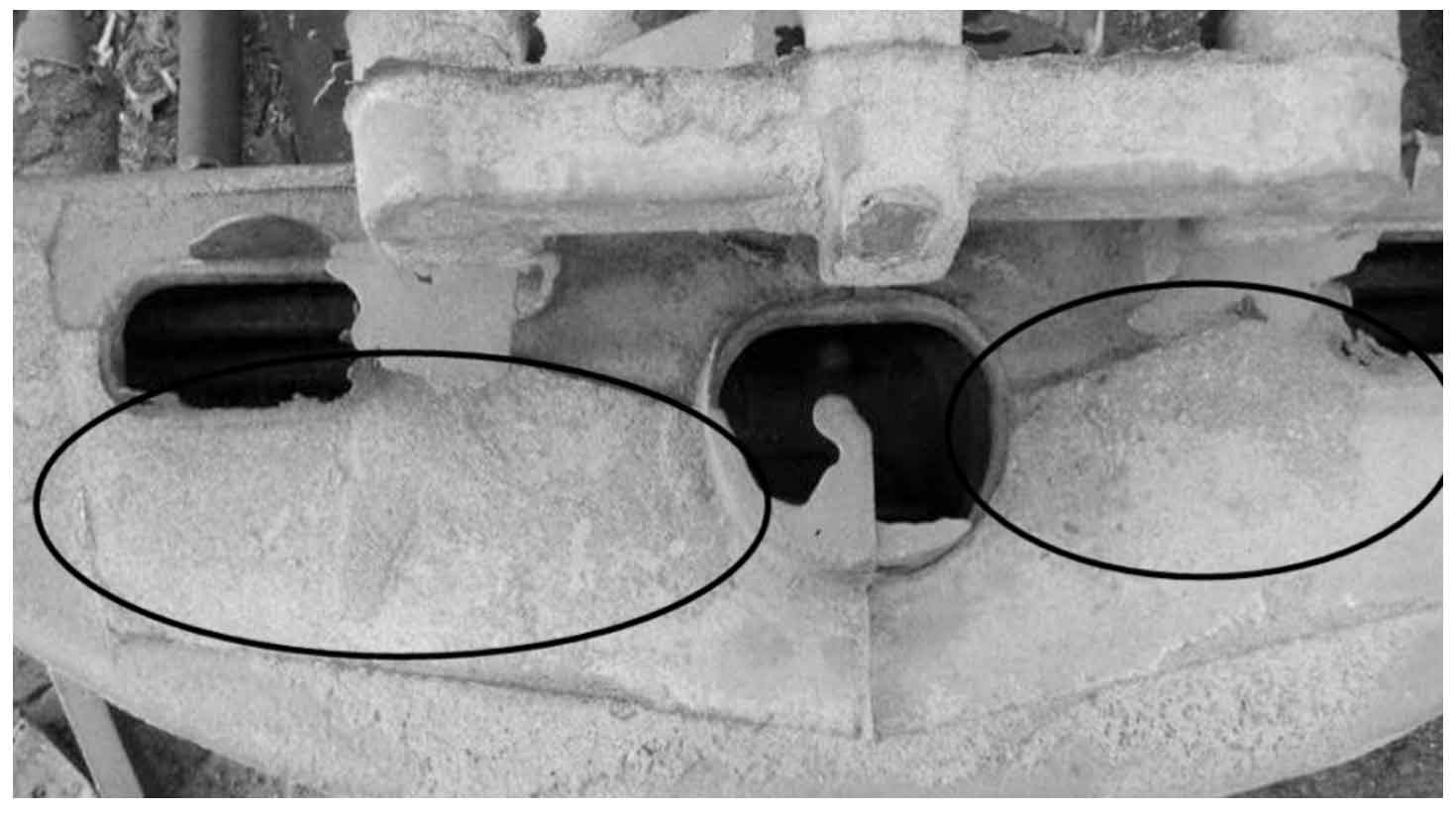
The sand sticking parts of the bolster and side frame are mainly concentrated near the inner sprue and the root of the riser, that is, the parts with the longest time in the high-temperature heat affected zone or the sharp corners of the cavity and other parts with insufficient sand mold compactness. As shown in the figure, the sand sticking near the inner sprue of the bolster is both mechanical and chemical.
The sand sticking at the root of the inner sprue and riser can be effectively reduced or eliminated by spraying a layer of fire-resistant coating on the surface of the sand mold, but the sand sticking caused by insufficient compactness of the sand mold cannot be solved by fire-resistant coating. The shear stress produced by the drying of refractory coating is easy to peel the parts with low sand mold compactness, resulting in sand inclusion, sand holes and other defects of steel castings.
The causes of sand sticking on the surface of steel castings of bolster and side frame may mainly include the following aspects.
(1) Sand mold compactness. The compactness of the sand mold is low, resulting in the increase of the gap between sand particles on the surface of the sand mold, and the liquid steel is easy to penetrate into the interior of the sand mold to form sticky sand.
(2) Particle size and air permeability of molding sand. If the molding sand particles are too large or concentrated, the gap between the sand particles will also increase, and the molding sand has high air permeability.
(3) Pouring temperature. The higher the pouring temperature, the better the fluidity of liquid steel and the higher the possibility of infiltration into the sand gap.
(4) Pulverized coal and starch content of molding sand. Adding a certain amount of pulverized coal and starch during sand mixing can effectively reduce the porosity and air permeability of molding sand and prevent mechanical sand sticking. At the same time, it can form a reducing atmosphere during pouring and improve the anti chemical sand sticking ability of steel castings.