
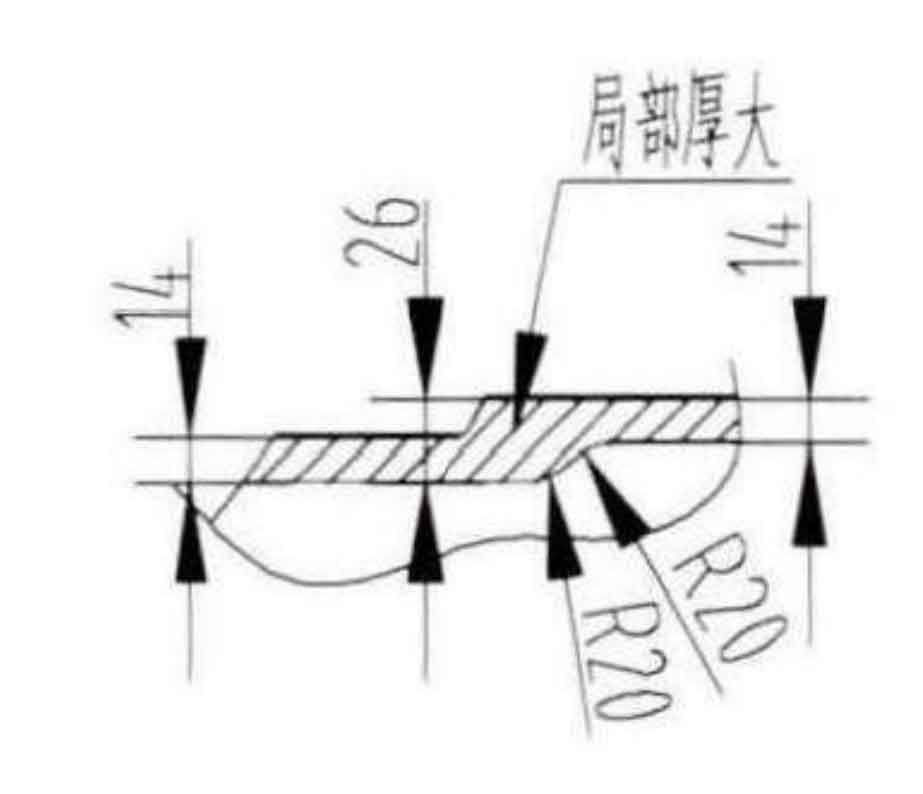
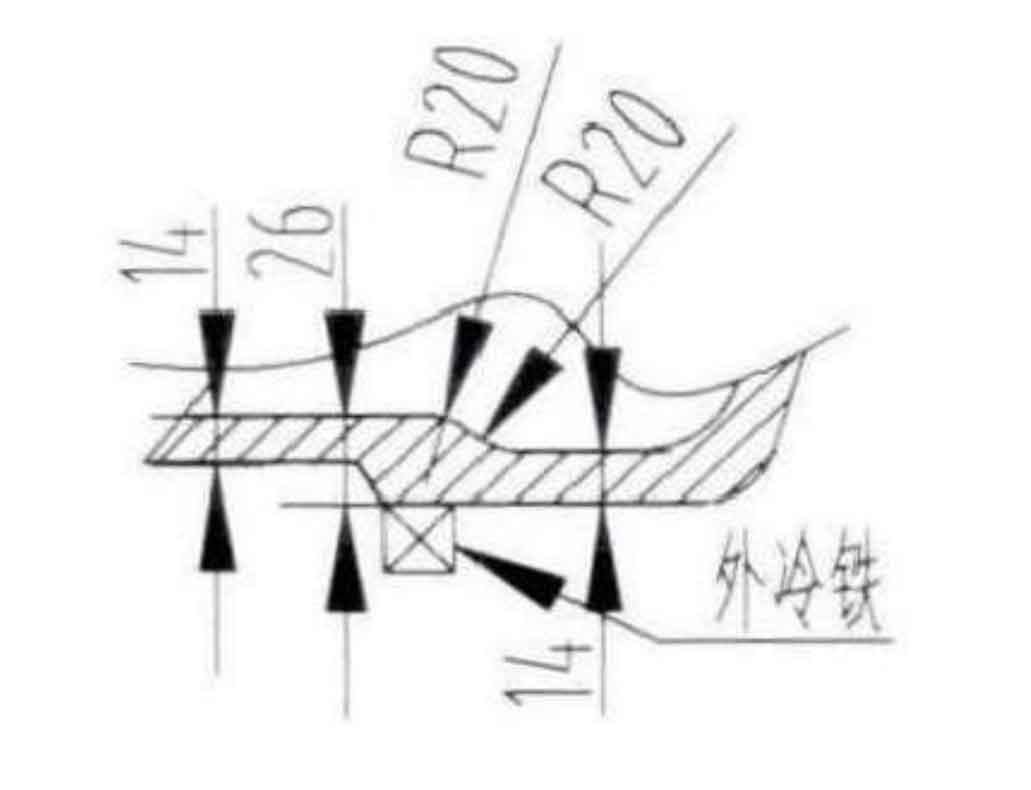
(1) The section diagram corresponding to the casting defect I is shown in Figure 1. The casting defect I occurs in the local thick area in the figure. The wall thickness of large area is 26mm, and the wall thickness of adjacent K area is 14mm. In the original process, this part is within the feeding range of top riser and side riser. However, because the thick part and the riser are connected by a 14mm thick thin plate, the thin plate solidifies first, and the riser is difficult to effectively feed the thick part, which is the root cause of casting defect I.
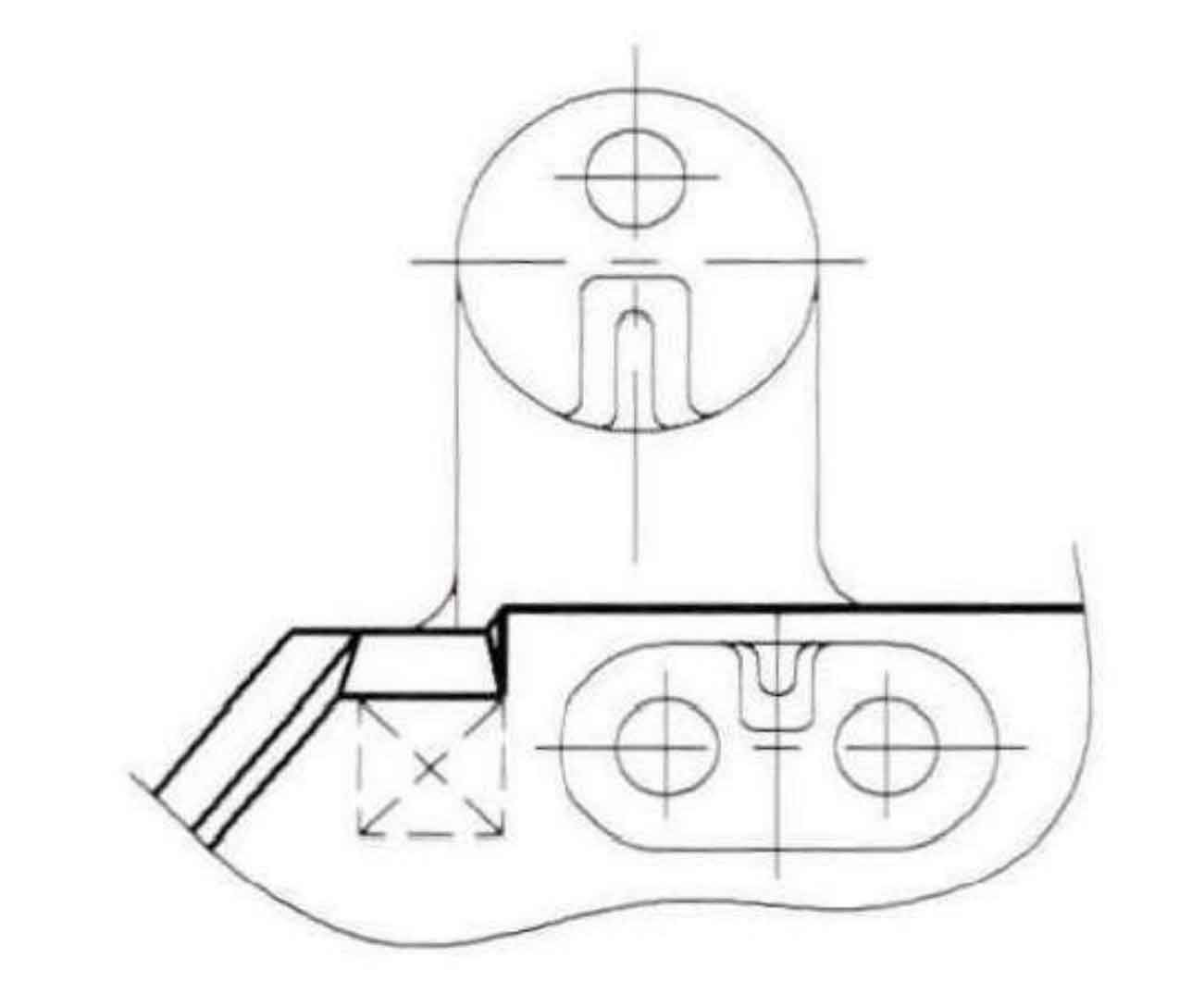
According to the above analysis, formulate countermeasures, adjust the side riser to the corresponding area of casting defect I, add waist shaped concealed riser at the top and external chill at the bottom for quenching. The effect is shown in Figure 2.
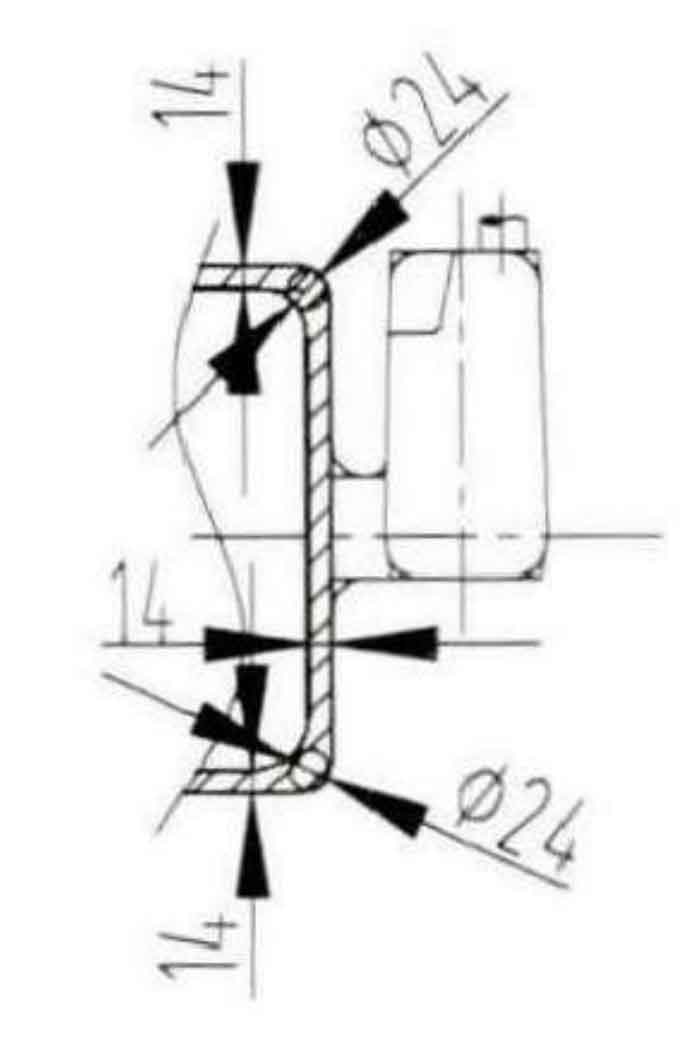
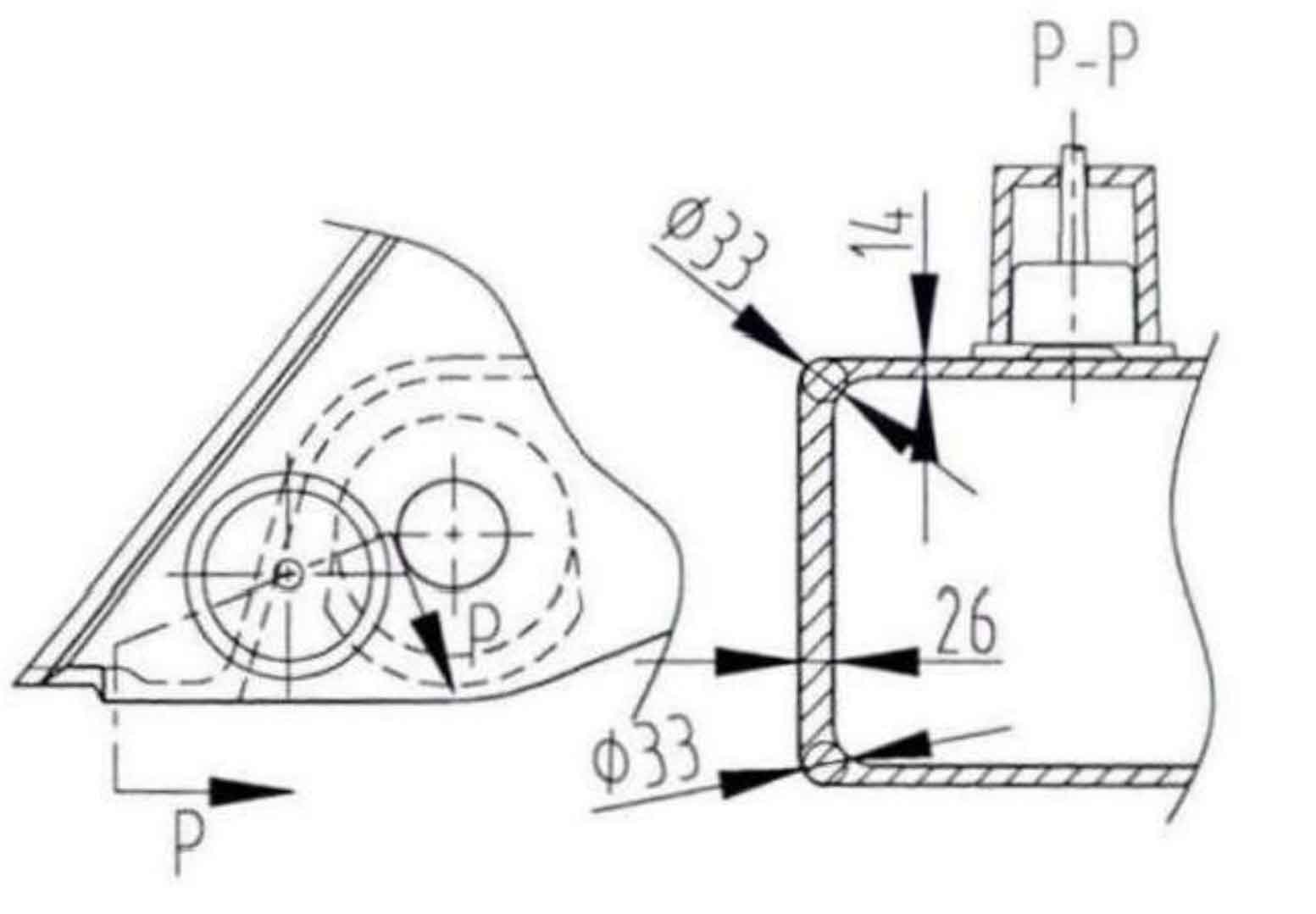
(2) The sectional drawing corresponding to casting defects II and III is shown in Figure 3. The casting defect is located at the local hot spot at the upper and lower corners, with the diameter of 24mm, while the wall thickness of adjacent parts is only 14mm. The feeding channel of the side riser is far away from the local thermal nodes, and no quenching measures are taken for the local thermal nodes, which is the root cause of casting defects II and III.
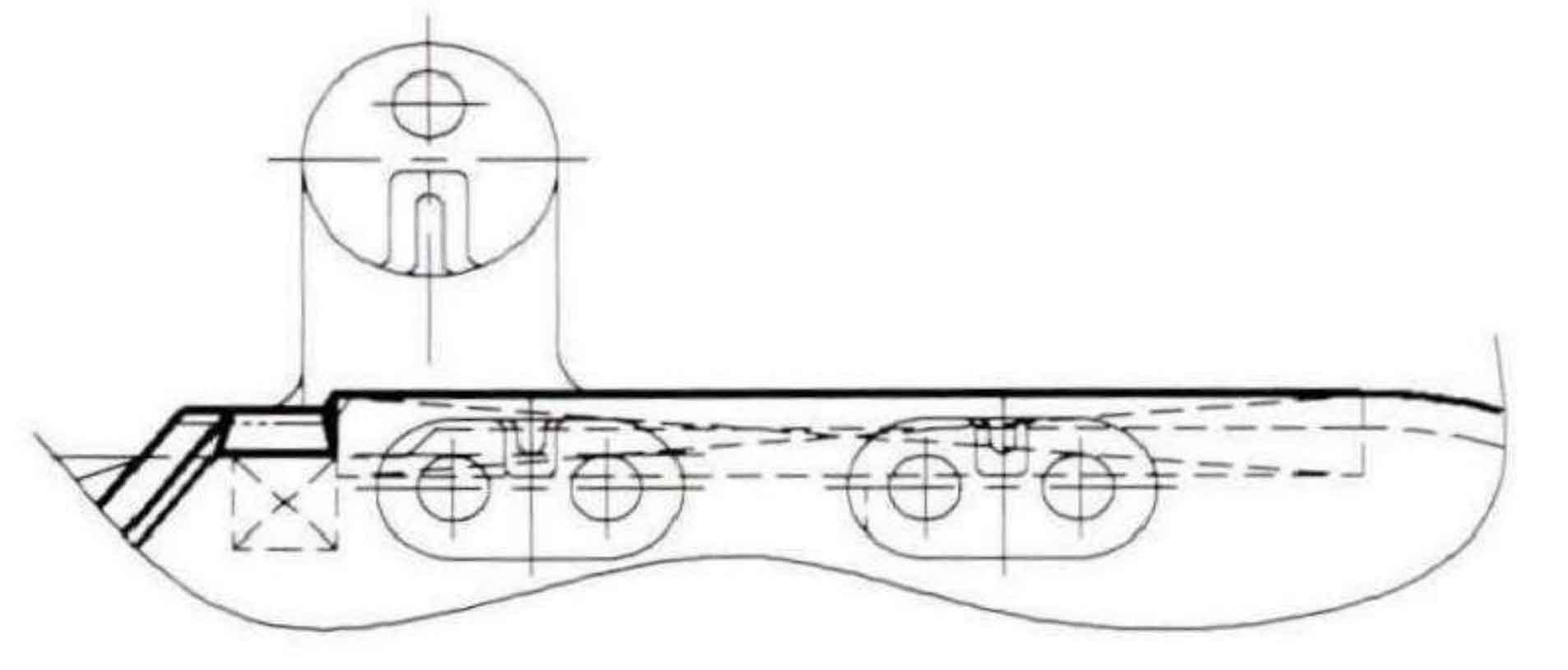
According to the above analysis, the countermeasures are formulated. The waist shaped concealed riser is added at the top and the external cold iron is added at the bottom for quenching. The effect is shown in Figure 4.
(3) The section diagram corresponding to casting defect IV is shown in Figure 5, which is similar to casting defect I. The external cooling iron is set in the original process, but the effect is poor, mainly because it is difficult to select the appropriate external cooling iron. If the setting of the cooling iron is too thick, the quenching transition will lead to the lack of feeding of the 14mm thick plate on the left, and the setting of the cooling iron is too thin and too small, which can not ensure sufficient quenching of the 26mm thick area. Moreover, it shows that there is a casting defect with a range of 50mmx20mm, which indicates that the casting defect has been extended to the upper surface of the steel casting, and the feeding effect of the top riser is poor. The sectional view of the top riser and the part is shown in Figure 5.
Analyzing the structure in Figure 6, the wall thickness of the steel casting corresponding to the bottom of the riser is 14mm, the side wall thickness is 26mm, and the diameter of the hot joint circle at the upper and lower corners is 33mm. It is difficult for the riser to feed the hot joint with a diameter of 33mm through the channel with a thickness of 14mm, and it is also difficult to set an external cold iron on the side to quench the hot joint.
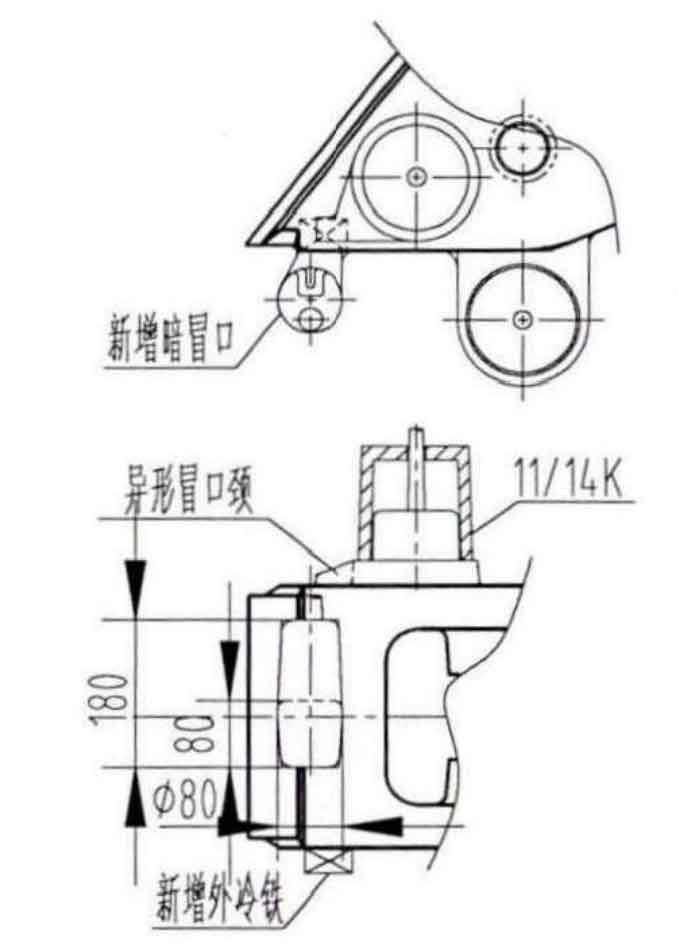
Based on the above analysis, countermeasures are formulated. The model of top heating riser is increased by one, the modulus is adjusted from 2.80 to 2.91, and the amount of feeding liquid is increased; A special-shaped riser base is added at the bottom of the riser to increase the height of the feeding channel from the riser to the hot joint; Remove the side external cold iron and add a dimension of Φ The module of 80×180 non-standard concealed riser is enlarged by 1.3 times, the height of riser neck is increased, and the feeding channel is increased. The effect is shown in Figure 7.
(4) The partial view of the process drawing corresponding to casting defect V is shown in Figure 8. The casting defect is located at the hot pitch circle with a diameter of 82.1. After accounting, there is no problem with the riser module, but the height of the riser neck is different from that required in the reference book.
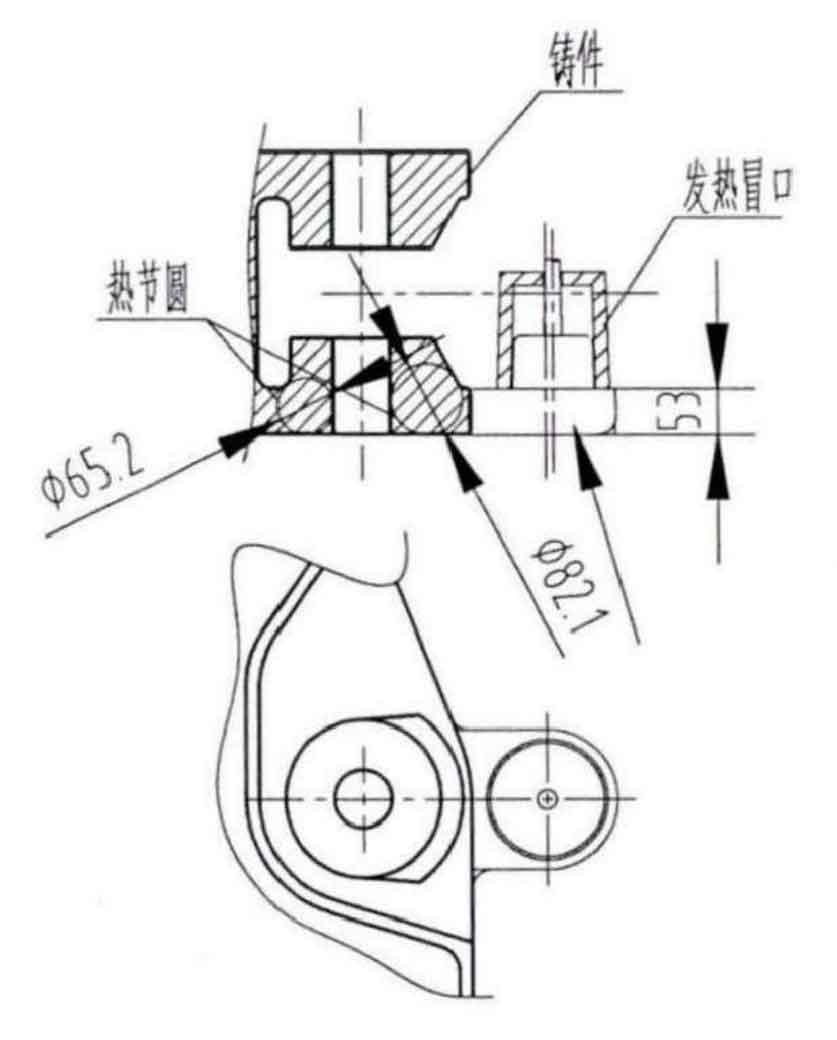
The theoretical height of the riser neck is 83mm, but the local height of the product is only 53mm. The riser neck of 53mm is directly used in the original process. This design idea is incorrect. Originally, the modulus of the riser neck should be between the steel casting and the riser. Artificially thinning the riser neck may cause the modulus of the riser neck to be equal to or lower than the modulus of the steel casting, which will eventually lead to the solidification of the riser neck earlier than the steel casting, so that the non solidified liquid metal in the riser cannot be fed into the steel casting.
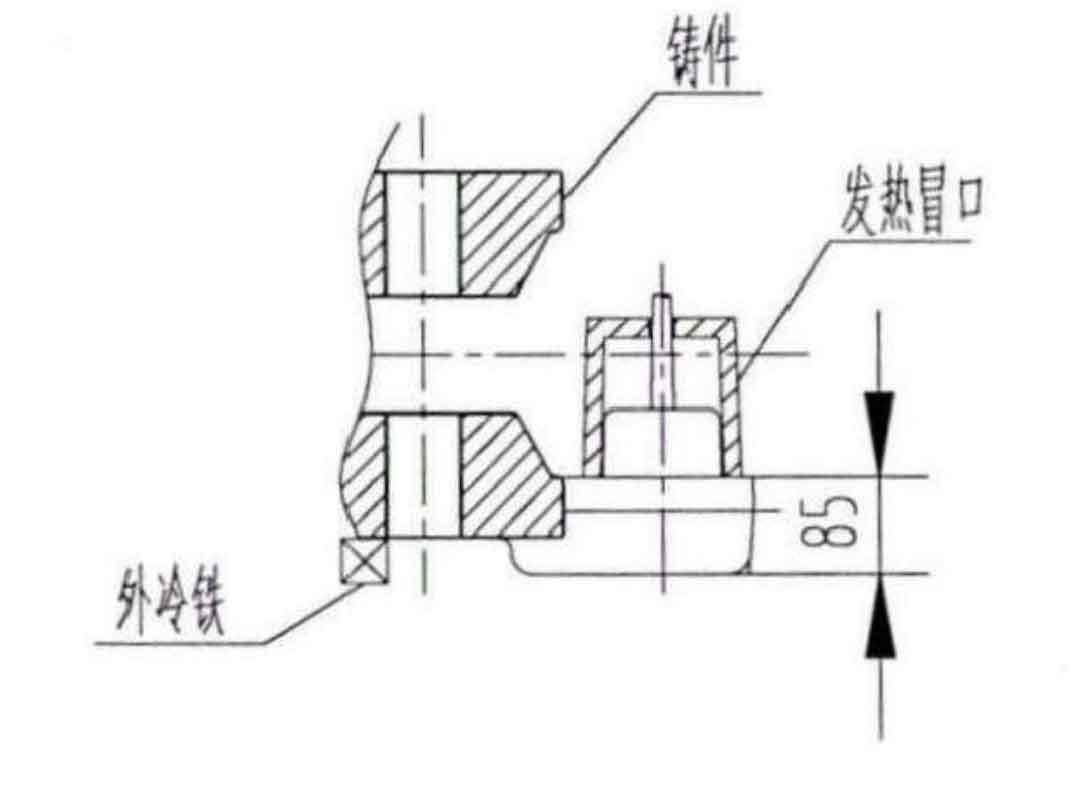
According to the above analysis, in view of the above casting defect IV countermeasures, increase the riser model, formulate countermeasures, increase the side heating riser model by one, adjust the modulus from 2.80 to 2.91, and increase the riser neck size to 85mm (corresponding to riser modulus 2.91); It can be seen from figure 8 that there is a hot joint with a diameter of 65.2. In order to ensure that this hot joint has no shrinkage cavity and porosity, an additional external cold iron is added. The effect is shown in Figure 9.