
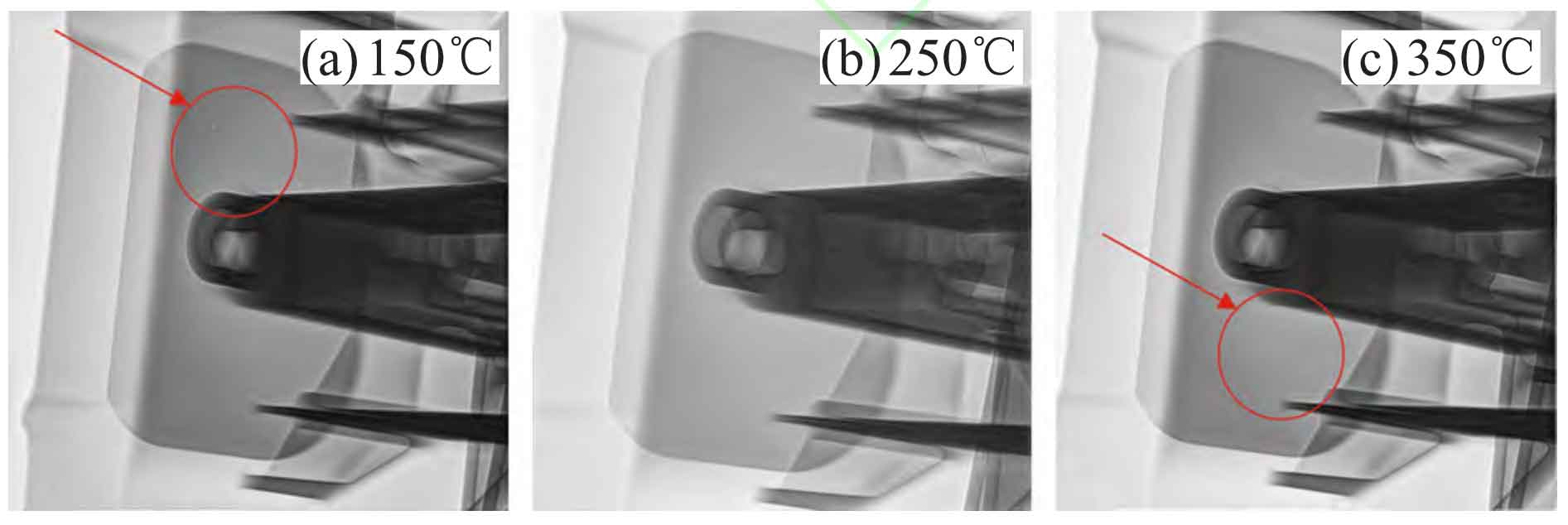
Under the conditions of the same mold locking force, injection force, mold filling speed and pouring temperature (700 ℃), X-ray nondestructive testing was carried out on the defect prone positions of AlSi7Mg specimens prepared at different mold preheating temperatures. The inspection results of AlSi7Mg specimens prepared at different mold preheating temperatures are shown in Figure 1. It can be seen from Figure 1 that the mold preheating temperature has a significant impact on the generation of defects in AlSi7Mg specimens. Under the same conditions of other die-casting processes and parameters, when the mold preheating temperature is 150 ℃ and 350 ℃ respectively, different degrees of defects are produced in the upper and lower parts of AlSi7Mg specimens; When the mold preheating temperature is 250 ℃, no obvious porosity defects are observed in the sample, and the internal structure reaches the best state. This is because when the preheating temperature of the mold is 150 ℃, the solidification speed of the melt is faster during the filling process, and some of the air entrainment cannot be discharged in time, resulting in the formation of porosity defects in the as-cast structure; However, when the mold preheating temperature is 350 ℃, the melt solidification speed is too slow, and the part near the mold is preferentially solidified, resulting in shrinkage in the as-cast structure. It can be seen that in order to obtain an ideal and dense AlSi7Mg as-cast structure, the mold preheating temperature during die casting should not be too high or too low, and the preferred choice is 250 ℃.
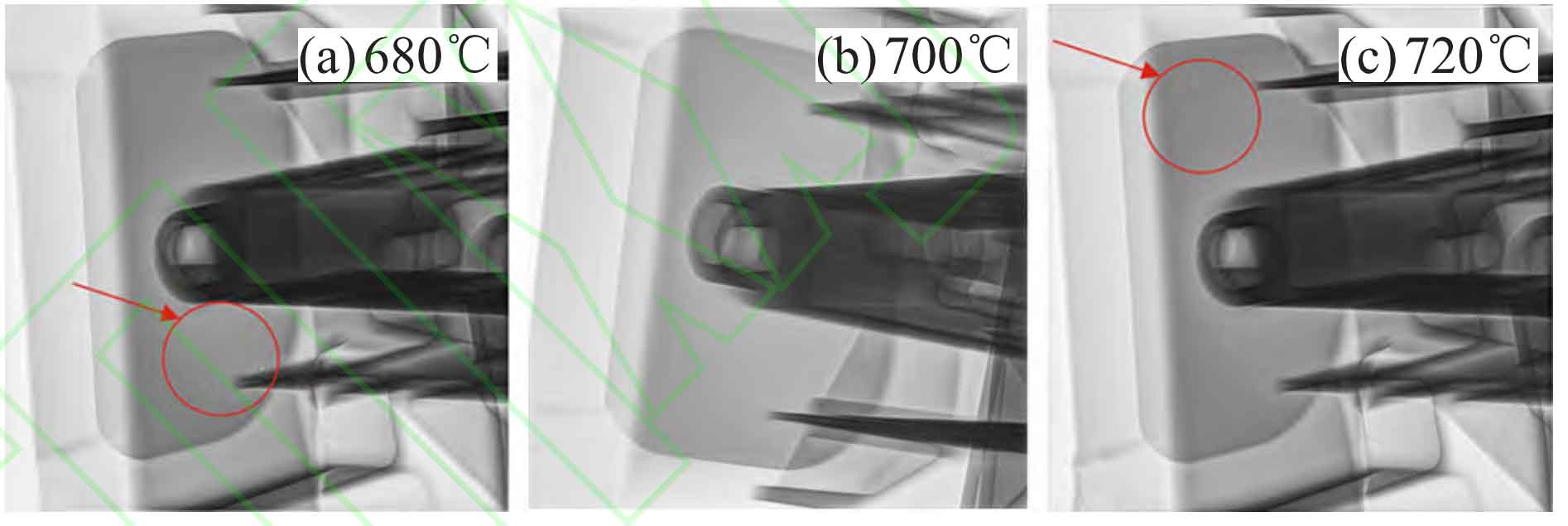
Similarly, under the conditions of the same mold locking force, injection force, mold filling speed and mold preheating temperature (250 ℃), X-ray nondestructive testing was carried out on the defect locations of AlSi7Mg specimens prepared at different pouring temperatures. The test results of specimens prepared at different pouring temperatures are shown in Figure 2. It can be seen from Figure 2 that the pouring temperature also has a significant impact on the defects of AlSi7Mg specimens. Under the same conditions of other die-casting processes and parameters, when the pouring temperature is 680 ℃ and 720 ℃, the specimens have different degrees of defects in the lower part and upper part respectively. When the pouring temperature is 700 ℃, no obvious defects are observed in the prepared AlSi7Mg specimen, and the internal structure is the densest. When the pouring temperature is 680 ℃, because the pouring temperature is too low, the melt fluidity is poor, resulting in that the air entrainment in the mold cavity cannot be discharged in time, resulting in the formation of pores in the as-cast structure; When the pouring temperature is 720 ℃, the high temperature will lead to the increase of the gas content in the melt, and the shrinkage defects will be more likely to occur during the solidification process. It can be seen that setting the pouring temperature at 700 ℃ can obtain an ideal AlSi7Mg as-cast structure.