
1. Introduction
The manufacturing level of diesel and gasoline engine blocks reflects the developmental stage of a country’s automotive industry. Enhancing engine efficiency, reducing fuel consumption, and minimizing emissions are not only intrinsic demands of the automotive sector but also critical requirements imposed by environmental regulations. Lost foam casting (LFC), a near-net-shape, precision-forming advanced manufacturing process, enables green and sustainable production. Compared to traditional casting methods, Lost foam casting shortens production cycles, reduces raw material consumption, facilitates sand recycling, and minimizes environmental pollution while ensuring casting quality. This study explores the application of lost foam casting in automotive engine block production, focusing on process optimization, material selection, and quality control.
2. Characteristics of Engine Block Castings
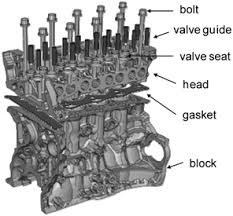
Engine blocks are high-end castings characterized by complex geometries, including cylinders, cooling water jackets, bolt holes, oil passages, and reinforcing ribs. The material used for these blocks is HT250 low-alloy cast iron, with the following chemical composition:
| Element | Composition Range (%) |
|---|---|
| C | 3.10–3.30 |
| Si | 1.60–1.80 |
| Mn | 0.60–0.75 |
| P | ≤0.050 |
| S | ≤0.060 |
| Cu | 0.6–1.0 |
| Cr | 0.3–0.5 |
Mechanical Properties:
- Tensile strength: ≥250 MPa
- Hardness: 187–255 HBS (max. variation: 40 HBS)
- Stress-relief treatment: Mandatory
3. Lost Foam Casting Process Design and Implementation
3.1 Foam Pattern Design
The quality of foam patterns directly determines 50–60% of casting success. Key considerations include:
- Horizontal Layered Cutting: Ensures smooth demolding of intake/exhaust port patterns.
- Optimized Parting Lines: Minimizes distortion and ensures dimensional accuracy.
- Localized Sealing: Applied to the crankcase for structural integrity.
3.2 Material Selection and Pre-expansion
Expandable polystyrene (EPS) beads are the primary material for foam patterns. For engine blocks, high-precision B107-grade EPS is selected, with parameters strictly controlled:
| Parameter | Specification |
|---|---|
| Pre-expansion density | 20–21 g/L |
| Final pattern density | 23–24 g/L |
| Aging time | 4–8 hours |
3.3 Foam Molding and Aging
Hydraulic semi-automatic molding machines are used to produce integrated patterns (e.g., cylinder sleeves and crankcases). Post-molding, patterns undergo 20-day natural aging to eliminate residual moisture and volatiles.
3.4 Pattern Drying
Patterns are dried at 55±5°C with relative humidity <30% to ensure complete dehydration.
3.5 Pattern Assembly
Critical steps include:
- Trimming flash and repairing surface defects.
- Combining sub-patterns using cold glue (for parting surfaces) and hot-melt adhesive (for gating systems).
- Minimizing adhesive usage to reduce gas emissions during pouring.
3.6 Coating Application
A two-layer refractory coating (1.0–1.5 mm thickness) is applied to enhance thermal stability and surface finish.
3.7 Gating System Design
A closed gating system is adopted, following the ratio:Fm:Fn:Fp=(1.3–2.0):(1.0–1.5):1.0Fm:Fn:Fp=(1.3–2.0):(1.0–1.5):1.0
Key features:
- Multi-point In-gates: Ensure uniform filling.
- Pouring Time: 35–40 seconds.
3.8 Molding and Sand Compaction
Dry sand (40–70 mesh) is used for molding. Process parameters include:
- Negative Pressure: -0.035 to -0.040 MPa.
- Vibration Time: 10–20 seconds.
- Sand Layer Thickness: ≥120 mm.
3.9 Pouring and Cooling
Critical parameters:
| Parameter | Value |
|---|---|
| Pouring temperature | 1480–1620°C |
| Cooling time | 1.5 hours |
| Vacuum stability | -0.035 to -0.040 MPa |
4. Results and Quality Metrics
Implementation of lost foam casting yielded exceptional outcomes:
| Metric | Value |
|---|---|
| Initial yield rate | >95% |
| Machining pass rate | 99% |
| Process yield | 91% |
5. Challenges and Solutions
5.1 Pattern Distortion
- Solution: Optimized mold design with localized thickening and hollowing.
5.2 Coating Cracks
- Solution: Enhanced drying protocols and crack-sealing with refractory paste.
5.3 Gas Entrapment
- Solution: Reduced adhesive usage and controlled pouring speed.
6. Conclusion
- Lost foam casting significantly streamlines engine block production, reducing steps like core-making and sand preparation.
- Process optimization—such as horizontal parting, EPS density control, and multi-point gating—ensures high-dimensional accuracy and minimal defects.
- Collaboration with experienced mold manufacturers and strict adherence to parameters are critical for success.