
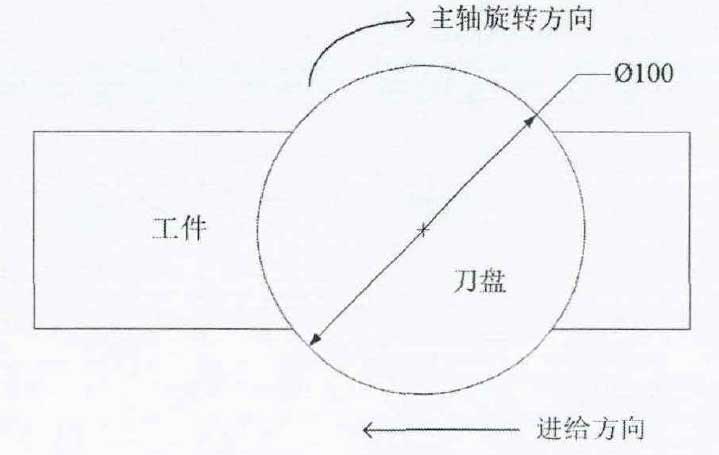
PCBN cutters can be used for rough machining to improve machining efficiency, or finish machining to improve surface quality. This experiment is located in finishing, the machine tool is DAEWOOACE-V500, using dry symmetrical milling, figure 1 is the milling schematic diagram. The cutterhead model is R220.74mur0100mur09Mei8 and the diameter is 100mm. The type of blade is SNEN0903ENE-M06, which is an integral PCBN tool with aluminum as binder, the front and rear angles are 0 °, and a blade is clamped on the cutter head. The workpiece material is GJV450, which is mostly used in gasoline engine cylinder head and diesel engine, and the size is 100mmx60mmx60mm and 200mmx60mmx60mm cuboid, in which the material of 100mmx60mmx60mm is only used to measure the milling force, and the other experiments use the material of 200mmx60mmx60mm.
There are many methods to measure cutting temperature, such as infrared method, thermocouple method, thermal radiation method and so on. The commonly used and accurate method is the thermocouple method, but the PCBN tool has high hardness and brittleness, so the thermocouple method is not suitable, so the infrared method is adopted.
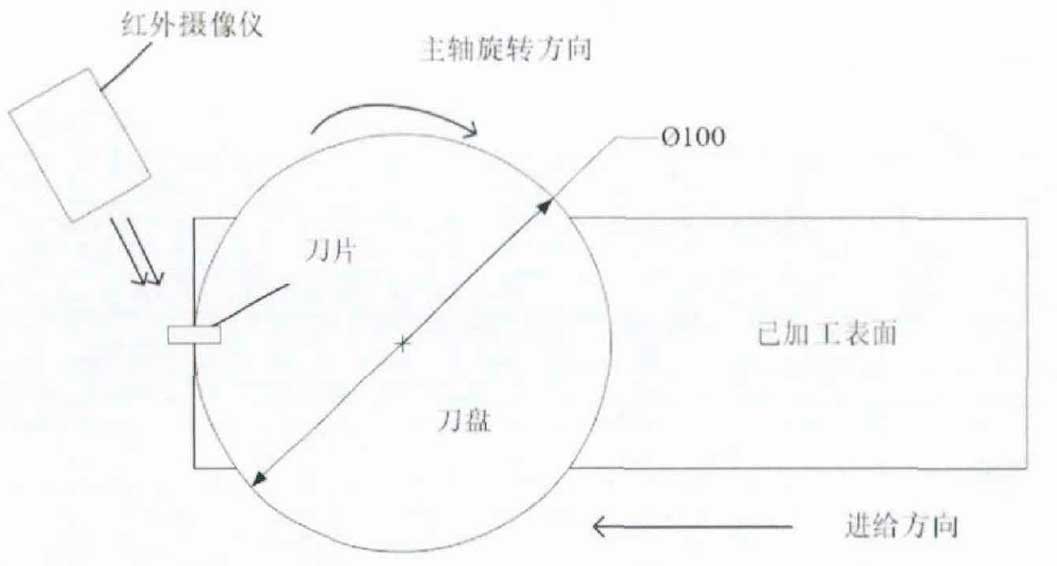
Use FOTRIC280 infrared thermal imager, and cooperate with the supporting software AnalyzIR developed by the manufacturer for data processing. During the experiment, the temperature of the cutting area can not be captured, so the infrared camera is used to collect the temperature of the blade when it is cut out from the workpiece, and the acquisition position is shown in figure 3 Mel 5. Before the experiment, the emissivity of the blade was measured by infrared camera, and the result was 0.66. Taking the parameters of v=800m/min and f=0.05mm/tooth as an example, figure 2 shows the state and temperature curve of cutting process captured by infrared camera.
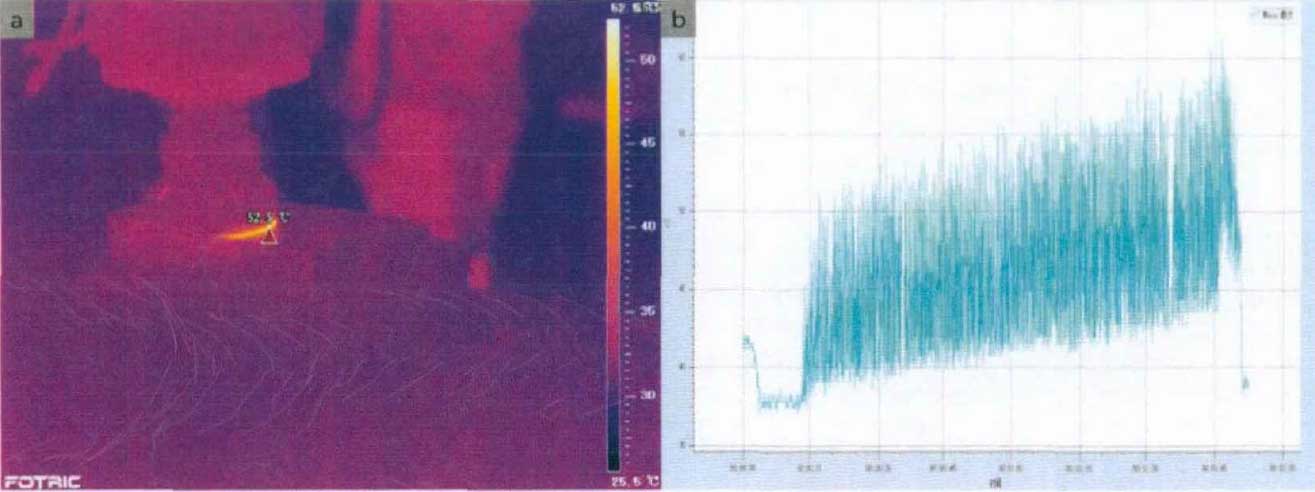
Figure 3 shows the temperature change curve under different cutting speed and different feed rate. It can be seen from figure 3 (a) that when the feed rate is 0.05mm/tooth, the cutting temperature increases with the increase of cutting speed. The reason for this phenomenon is that when the feed rate is 0.05mm/tooth, the cutting force and resultant force in all directions increase obviously with the increase of cutting speed, the friction heat between chips increases, and the temperature increases. When the feed rate is 0.2mm/tooth, the cutting temperature increases with the increase of cutting speed, and the fluctuation of cutting temperature is small. This phenomenon can be explained that with the increase of cutting speed, the friction between chips increases and the heat generated increases, but at this time, the shoulder takes away more heat, and the temperature in the cutting area does not rise obviously. In addition, the PCBN tool has good thermal stability, when the cutting zone reaches a higher temperature, the tool hardness is almost not affected, the cutting process is normal, and the cutting temperature will not change much. As can be seen from figure 3 (b), the change of cutting temperature is not obvious at small feed rate (f=0.05mm/tooth and f=0.1mm/tooth), and it is also not obvious at large feed rate (f=0.15mm/tooth and f=0.2mm/tooth). Only when the feed rate increases from f=0.1mm/tooth to f=0.15mm/tooth, the cutting temperature increases slightly, which is similar to the milling force.