In order to specifically and clearly study the temperature change of different parts of the rack with time, it is necessary to select appropriate nodes on the rack for comparative analysis. Different nodes are selected at the four parts of the frame, and the corresponding node numbers are 1-3581, 2-22178, 3-11547 and 4-27101. Two points 1 and 2 are located at the edge of the casting, one point is the fillet on the lower side of the riser, and two points are the protruding surface points on the outside of the frame; 3. 4 points are located inside the window of the casting, 3 points are the inner fillet close to the riser, and 4 points are located inside the beam, as shown in Figure 1 below.

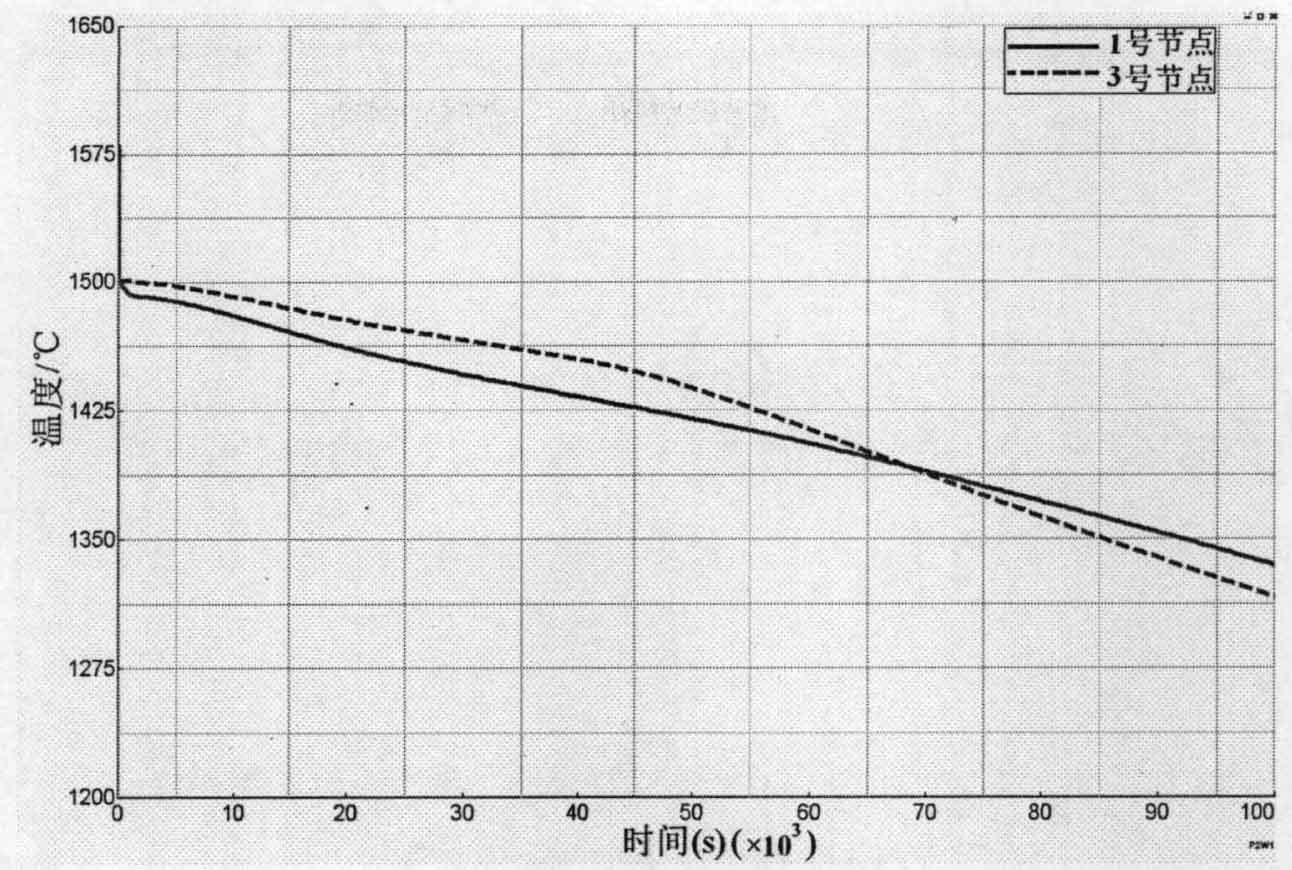
In the simulation process, it can be concluded that the complete solidification time of the casting is about 110000s (about 30 hours). Figure a in Figure 2 shows the temperature distribution curve of two nodes near the riser. It can be seen that the cooling speed of node 3 is significantly higher than that of node 1 in the first 2 / 3 time of solidification, but the speed of node 1 exceeds that of node 3 in the subsequent time, and node 3 reaches the solid phase temperature before node 1. B the figure shows the temperature distribution of two points inside and outside the rack column. It is obvious that the cooling rate of node 2 is greater than that of node 4, and the solid phase temperature is reached first among the four nodes. Because the temperature of node 2 and 3 decreases rapidly, the possibility of thermal crack is significantly higher than that of other nodes. In actual production, the possibility of thermal crack of node 2 is greatly reduced due to the control of cold iron; As No. 3 node is located at the fillet, it belongs to the position where the hot joints are concentrated, and its possibility of hot cracking is the greatest, which should be paid attention to.