
Preset the machining allowance in the customer’s part drawing, reserve the castable hole that is convenient for the fixation of the sand core, for the exhaust of the sand core, and for the sand discharge of the casting sand, and conduct the moldability analysis of the internal oil channel sand core, so as to maximize the integrated molding of the sand core to ensure the accuracy and avoid the splicing seam, and at the same time avoid the initial positioning of the processing when setting the parting surface. According to the above process analysis, the drawing of nodular cast iron parts of pump cover is determined. The outline dimension of pump cover and internal oil passage in the drawing is 200 mm × 190 mm × 80 mm, the thinnest oil passage is 6 mm, the wall thickness of the central hot spot is 75 mm, and the weight is 22 kg. The pump cover ductile iron is made of QT500-7. The pump cover ductile iron is not allowed to have shrinkage porosity and porosity defects inside. The central hot spot area has passed UT2 flaw detection. At the same time, the sampling section must be taken to detect the internal defects. The surface of the internal oil passage is free of visual or endoscope visible sand and slag defects.
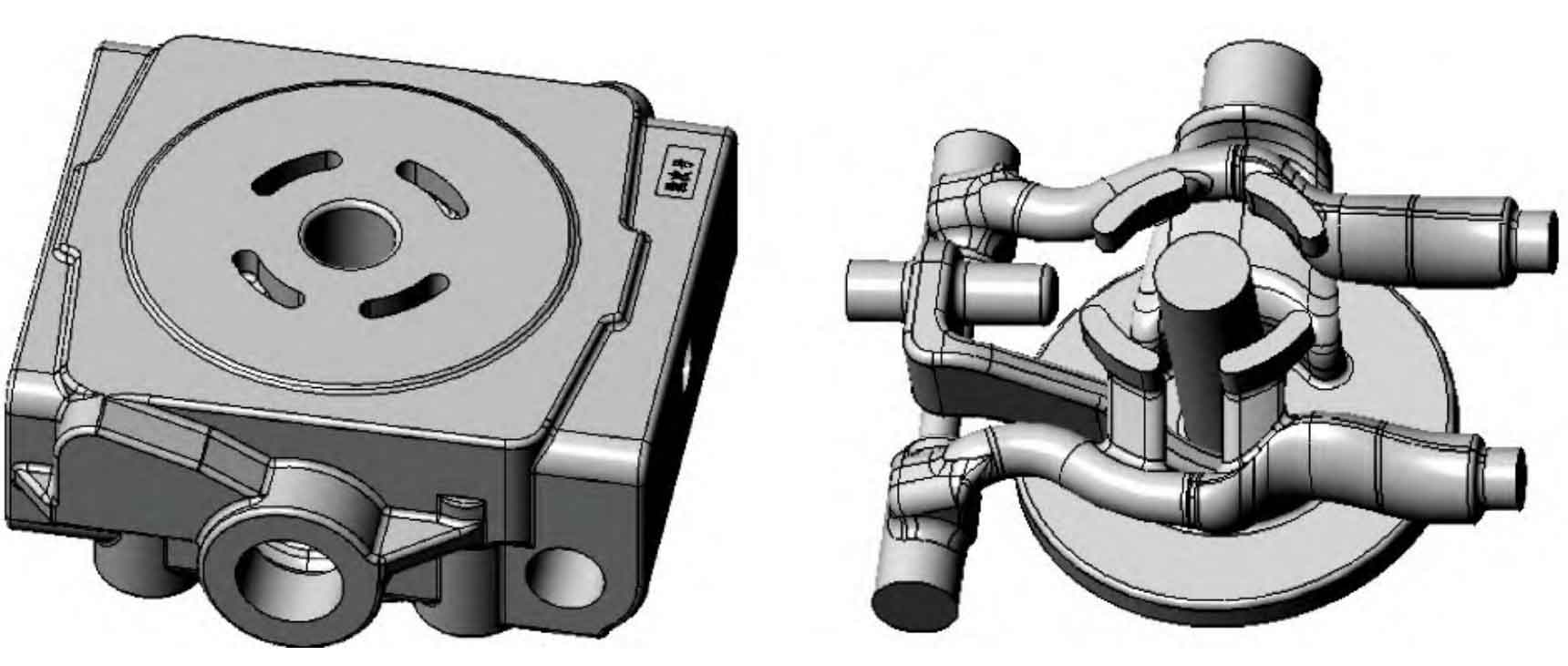
The structure of the internal oil channel of the nodular cast iron part of the pump cover is complex. There are two oil channels with a length of 180 mm, and there is a risk of deformation and fracture. Considering the moldability of the sand core during production, the sand core of the internal oil channel cannot be completely moldable at one time, and multiple sand cores are required for core assembly. The core head positioning should be convenient for fixation, and the position and dimension accuracy of the oil hole should not exceed GB/T6414-2017-CT6. Because the shape of the sand core in the internal oil channel of the nodular cast iron part of the pump cover is bent, it is not easy to make an exhaust hole when making the core. The exhaust channel must be made as far as possible in the core base and the straight section of the sand core. At the same time, the exhaust hole is also made to connect with the sand core exhaust hole in the upper sand mold, to ensure the sand core exhaust and prevent the air hole defect. For the internal hot spot of the nodular cast iron part of the pump cover, the location of the riser is analyzed to keep the feeding channel smooth, and the size of the riser is calculated by the hot spot circle method. The gating system is open to avoid turbulence and entrainment due to mold filling.