
The traditional sand core head and the sand core head structure introduced in many manuals and textbooks can be summarized as a small core head structure. Its structural feature is that the core head of the sand core extends along the “inner contour” of the casting, as shown in figure (a).
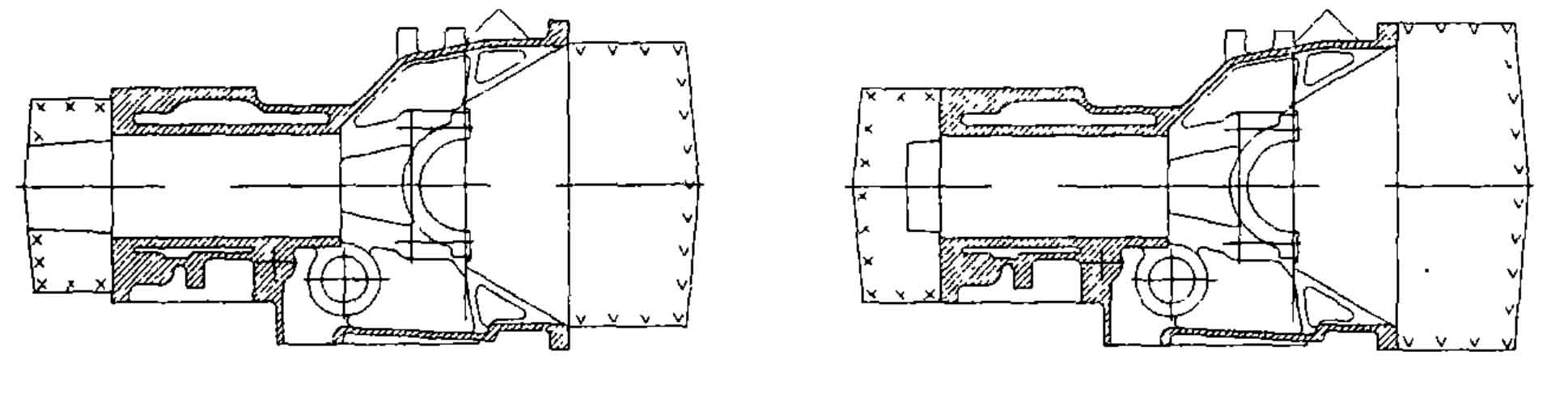
According to the long-term production practice, the traditional small core structure shown in figure (a) has many shortcomings. The main disadvantages are: first, the casting is easy to produce sand collapse defects. The small core structure shown in figure (a) makes a “certain” space between the core and the lowest or highest part of the casting cavity, that is, the corresponding maximum contour of the casting. After the sand core is lowered into the cavity, the core acts on a “stepped” core seat. If the stability of the sand core is slightly poor or the size is slightly deviated, it is easy to crush the stepped core seat, resulting in sand collapse defects of the casting.
Second, it is not conducive to cavity exhaust. The small core structure shown in figure (a) makes the matching interface between the sand mold and the sand core lower than the highest contour of the corresponding part of the casting, so that the natural exhaust ability of this interface gap to the mold cavity can not be brought into full play, which brings adverse conditions to the casting to overcome pore defects.
Third, it is not conducive to the optimal design of riser. For the small core structure shown in figure (a), the highest contour of the corresponding part of the casting is higher than that of the sand core, which brings inconvenience to the optimal design of the corresponding riser. Instead, the traditional flash riser horizontal flash or vertical flash type can only be used. Because the flash of this kind of riser is not in the horizontal flash at the corresponding highest contour of the casting or not completely in the vertical flash at the corresponding highest position of the casting, it can not maximize the functions of exhaust, slag overflow and feeding of the riser. Thus, it is unfavorable to overcome the corresponding defects of castings.
Our factory adopts the enlarged core head structure shown in figure (b) and widely applies it to the crankcase sand core, front and rear end face sand core, top cover sand core and even water jacket sand core of cylinder block, which can overcome the shortcomings of the traditional small core head structure shown in figure (a) and overcome some casting defects of castings. The optimized structure type of enlarged core shown in figure (b) has been used in more than ten kinds of cylinder blocks in our factory for nearly ten years, and its technical and economic effect is good.