
Casting defects can arise during the casting process and may result from various factors, including design, materials, process parameters, and environmental conditions. Identifying, analyzing, and rectifying these defects is essential to ensure the production of high-quality castings. Here are some common casting defects and approaches to address them:
- Porosity: Porosity is the presence of voids or gas pockets within the casting. It can occur due to inadequate venting, improper gating, or excessive moisture in the sand mold. To rectify porosity, improving mold permeability, optimizing gating systems, and ensuring proper sand moisture levels are crucial.
- Shrinkage: Shrinkage defects occur when the casting cools and contracts unevenly, leading to voids or gaps in the final product. Proper design and gating, as well as the use of risers, can help prevent shrinkage defects.
- Inclusions: Inclusions are foreign particles that become trapped in the casting during the pouring process. Proper filtering and controlling the cleanliness of the melt can help reduce the occurrence of inclusions.
- Misruns and Cold Shut: Misruns and cold shuts happen when the molten metal fails to completely fill the mold cavity or when two streams of molten metal fail to fuse together. Adjusting the pouring temperature, improving mold rigidity, and optimizing gating can mitigate these defects.
- Misalignment and Shift: Misalignment and shift defects occur when the core or mold moves or shifts during casting. Proper core assembly and careful handling during the casting process are necessary to prevent these defects.
- Hot Tears and Cracks: Hot tears and cracks can occur due to thermal stresses during solidification. Proper use of risers, ensuring uniform cooling, and employing heat-resistant materials can minimize the occurrence of these defects.
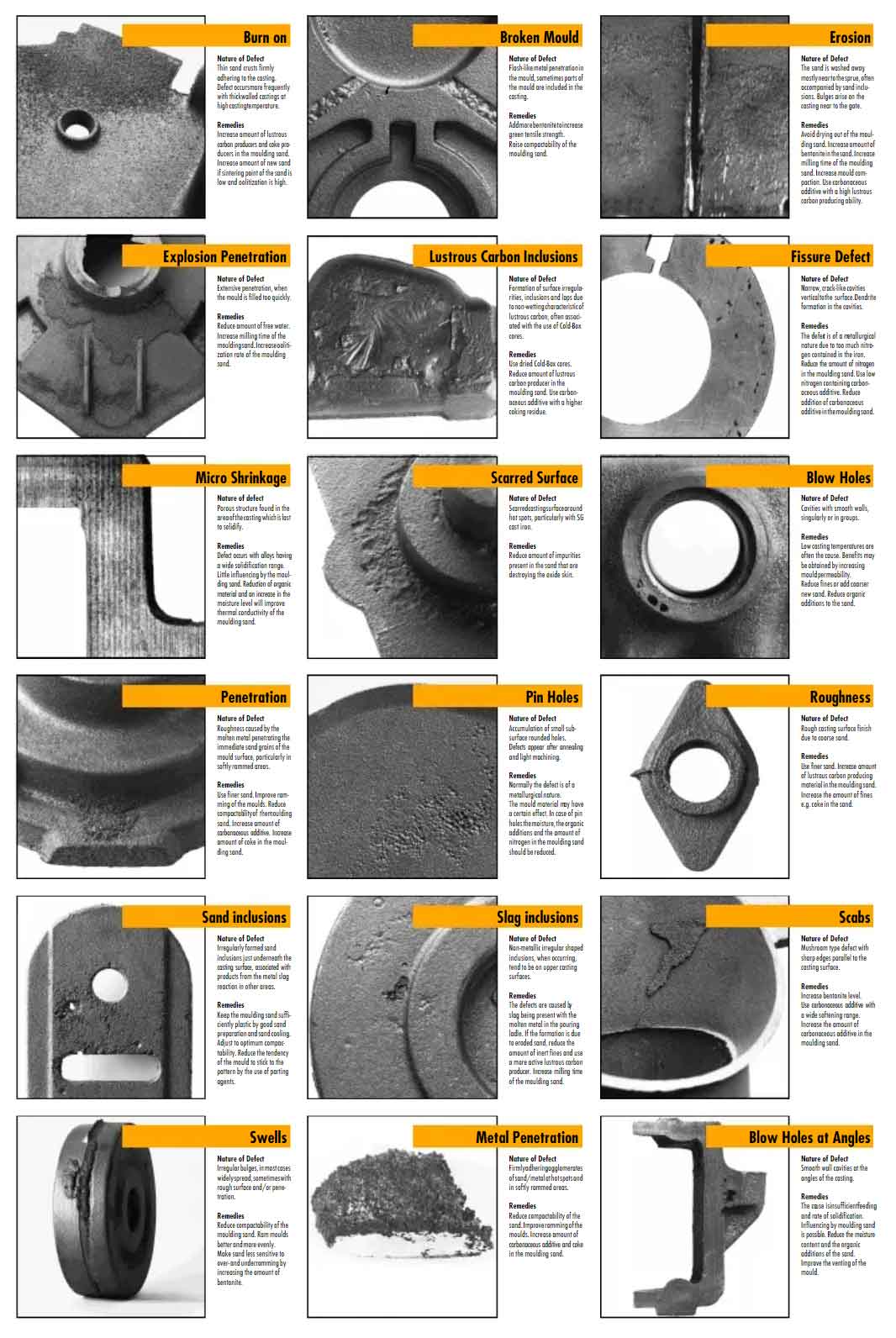
- Metal Penetration: Metal penetration happens when molten metal infiltrates the sand mold, leading to rough surfaces and dimensional inaccuracies. Proper mold coating, venting, and gating design can prevent metal penetration.
- Blowholes: Blowholes are surface imperfections caused by trapped air or gas during the casting process. Optimizing mold permeability and venting, as well as degassing the molten metal, can help reduce blowholes.
- Warping: Warping occurs when the casting experiences distortion during cooling. Proper cooling rates and uniformity, along with proper design considerations, can mitigate warping.
- Metal Runout: Metal runout happens when molten metal escapes through gaps in the mold or mold joints. Proper mold sealing and gating design can prevent metal runout.
To address casting defects, it is essential to conduct thorough inspections and analyses, including X-ray testing, dye penetrant testing, and metallographic examinations. By identifying the root causes of defects, manufacturers can implement corrective actions to improve casting quality, optimize processes, and deliver high-quality castings to their customers.