
1. Casting process design
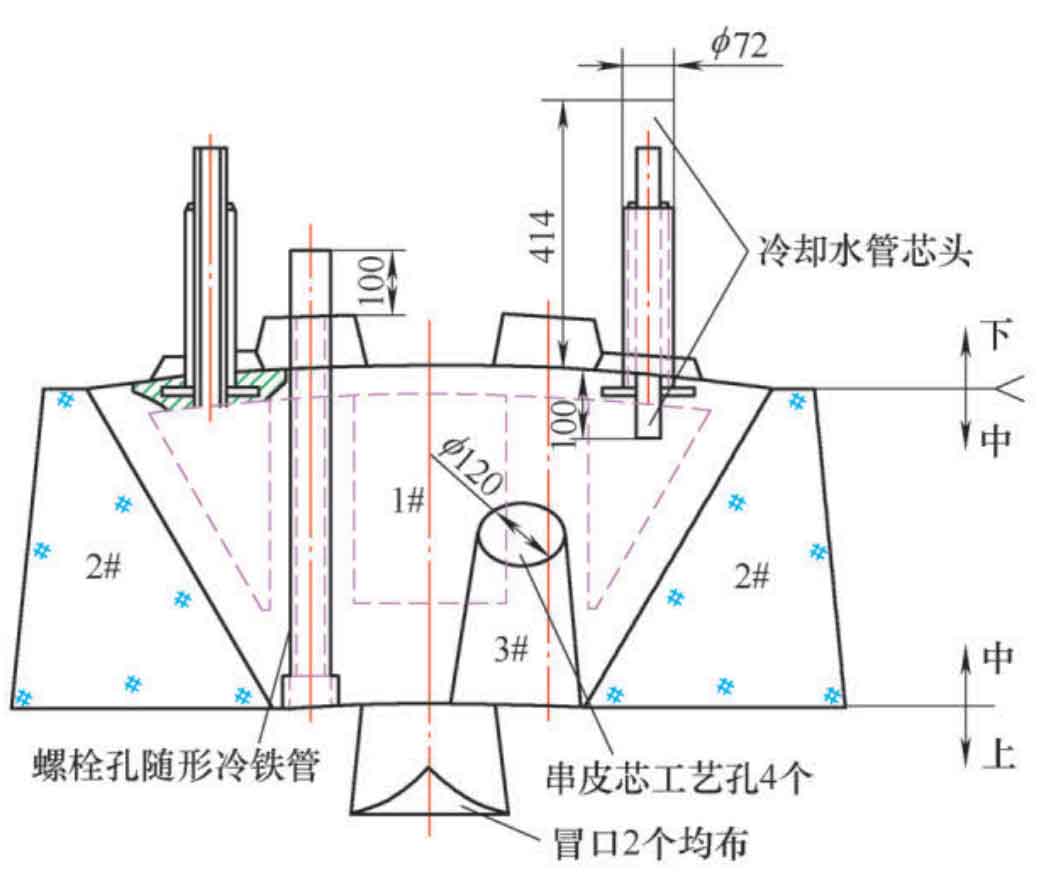
According to the structure of the casting, the three box molding process is adopted, as shown in Figure 1. The thick plane of the casting is upward, so that the exposed riser can be set at the thick plane. The inlaid seamless steel pipe and guard pipe face down, and the guard pipe of T-shaped structure and the lengthened upper and lower core heads fix the seamless steel pipe in the sand mold. In order to ensure the position and dimensional tolerance of two long and thin bolt holes, it is required to weld steel pipe and square pipe to produce chilled iron pipe. The core head seat of chilled iron pipe is made on the wood pattern. The following shaped chilled iron pipe is fixed in the wood pattern first, and then molded. The position tolerance of chilled iron pipe is ensured by using a 100 mm high core head. In order to ensure that the gas generated by 1 ᦇ strand sand core can be smoothly discharged (water and other gas generated by high temperature complex chemical reaction), and to facilitate the fixation of strand sand core and the cleaning of waste sand inside the casting after pouring, two holes are set in the middle of the processing surface on both sides of the water-cooled steel brick φ The 120mm process hole shall be sealed and welded with a screw plug after sand cleaning. The lifting claw is installed on the wood pattern in advance, and fixed in the sand mold by the strength of molding sand after molding.
2. Selection of process parameters
As the steel casting is made of zg270-500 thick and complex structure, the linear shrinkage is 2% and the machining allowance is 10 mm. In order to meet the needs of arc integral assembly, the process correction parameter of – 3 mm in chord length direction is adopted.
3. Setting of gating system and riser
In order to make the molten steel fill the mold cavity in a short time, two ingates are set and refractory ceramic pipe is used. Considering the uneven wall thickness of the casting, the principle of sequential solidification is adopted, and the two ingates are arranged in a stepped shape in the middle box. The filling time is calculated according to the requirement that the rising speed of molten steel is more than 15mm / s. at the same time, the open gating system is selected, and the ratio of each section area is 0
Σ f straight: Σ f horizontal: Σ f inner = 1:1.2:1.4.
According to the calculation principle of riser modulus of steel casting, m > m, M = V / s, after heat dissipation calculation φ Two 250 mm round risers with a height of 450 mm and a slope of 1:10 are evenly distributed at the wall thickness of the upper surface, so that the risers can feed the shrinkage of the casting body. After pouring, the boss located in the lower box solidifies first, and then gradually solidifies upward, so as to realize the sequential solidification from bottom to top, and finally concentrate the shrinkage holes in the risers, so as to obtain the casting with compact structure.
4. Treatment of cast in seamless steel pipe
Before modeling, shot peening is used to remove rust on seamless steel pipe and protecting pipe. In order to prevent deformation of seamless steel pipe and protecting pipe under the action of high temperature liquid steel, dry magnesia with high fire resistance is used to fill and tamp the steel pipe.