
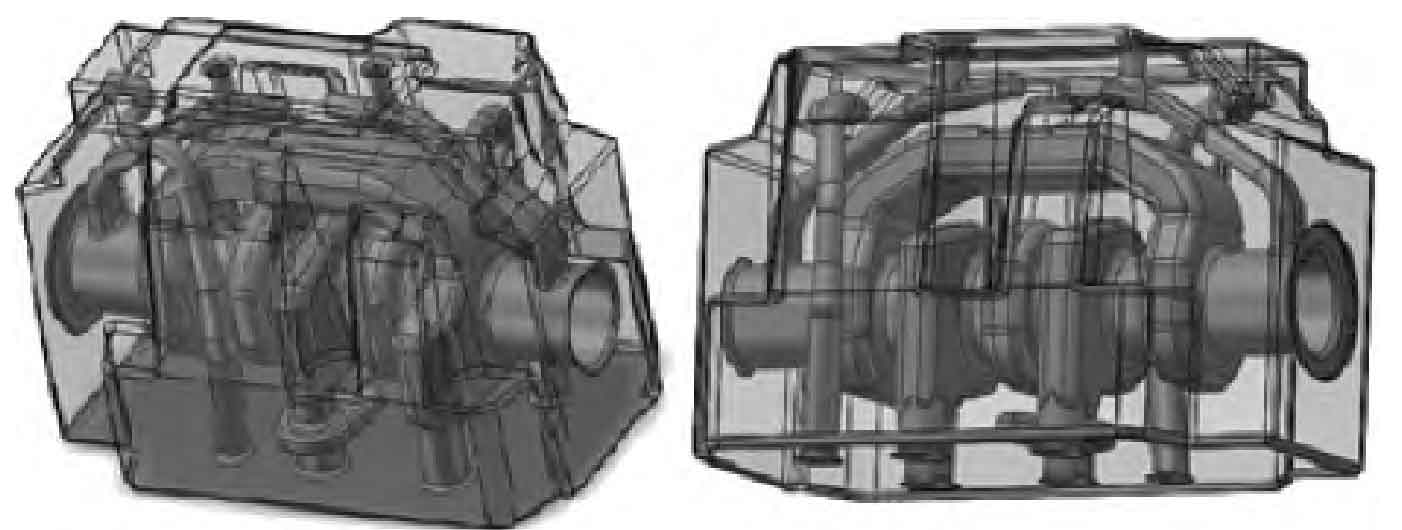
It can be seen from Fig. 1 and Fig. 2 that the inner cavity of the casting of the electro-hydraulic valve body is complex, resulting in the difficulty of sand cleaning of the casting oil channel. After many process improvements and trial production, the sand core is finally soaked and coated with high-temperature anti sticking sand coating, and the vibration of the vibration core remover is used to loosen the core sand before shot peening in the casting inner cavity, and then the oil channel of the inner cavity shot peening machine is used to clean the sand of the casting oil channel and ensure the surface quality of the casting oil channel.

After the casting of the electro-hydraulic valve body was processed and assembled, the valve core was stuck during the test. Then the valve body was disassembled and it was found that there was deformation in the main oil passage of the valve body. In this regard, the mechanical properties and metallographic examination meet the material requirements of electrohydraulic valve body castings. After research with the product design department, due to the high working pressure of the electro-hydraulic valve body, it was decided to improve the strength and hardness of the valve body casting. Therefore, in the smelting process, SiC is used to pretreat the molten iron, the alloy element Cu is added and its content is strictly controlled to stabilize the pearlite, the strengthening effect of silicon solid solution is used to improve the tensile strength and yield ratio, and multiple inoculation and other measures are adopted to improve the strength and hardness of the valve body casting of the electro-hydraulic valve. After many tests, the problem of valve body sticking valve core is solved.