
Through the simulation analysis of mold filling and solidification process of different pouring schemes, the similarities and differences of mold filling and solidification process of castings with different process schemes and their effects on castings are compared, which lays a foundation for the next research. The following is a comparative analysis from the following aspects. See the table for specific analysis.
| Gating system | Middle note type | Top injection | Stepped |
| Filling time (s) | 1.05 | 0.68 | 0.57 |
| Setting time (s) | 184 | 163 | 161 |
(1) The influence on production efficiency, i.e. liquid metal filling and solidification time;
(2) Whether the cavity can be filled and the complete casting can be obtained;
(3) Problems in the filling process of liquid metal;
(4) The distribution of shrinkage cavity and porosity after solidification.
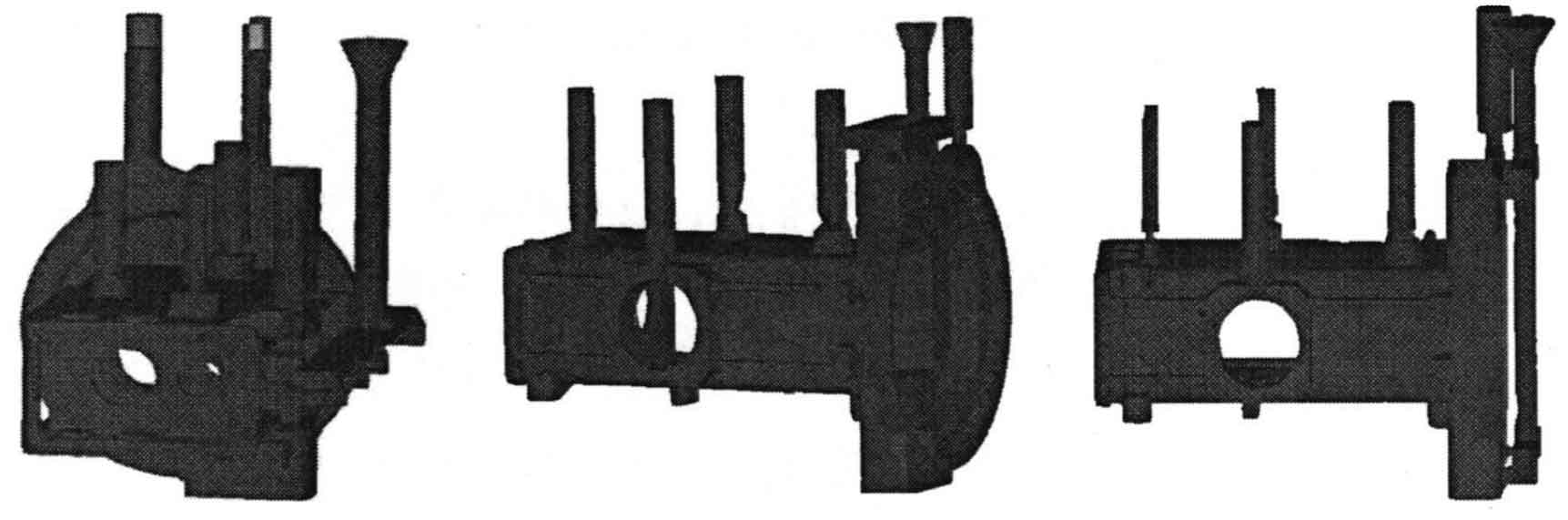
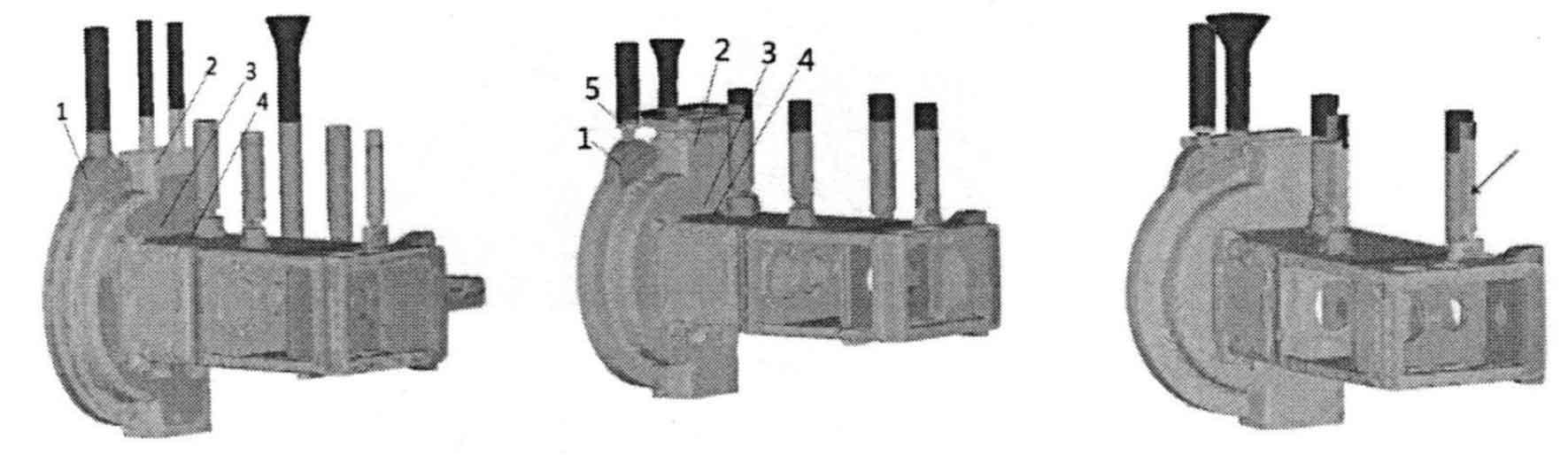
Using the medium injection gating system, there are insufficient pouring and curling defects in the risers set on the circular boss and rectangular boss, while using the top injection and stepped gating system, the filling is more stable and good filling is achieved.
In the process of mid injection solidification, there is an isolated high-temperature phase zone at the mark, which does not realize sequential solidification. There is no isolated high-temperature zone at the mark for top injection and step injection, which realizes sequential solidification to a certain extent.
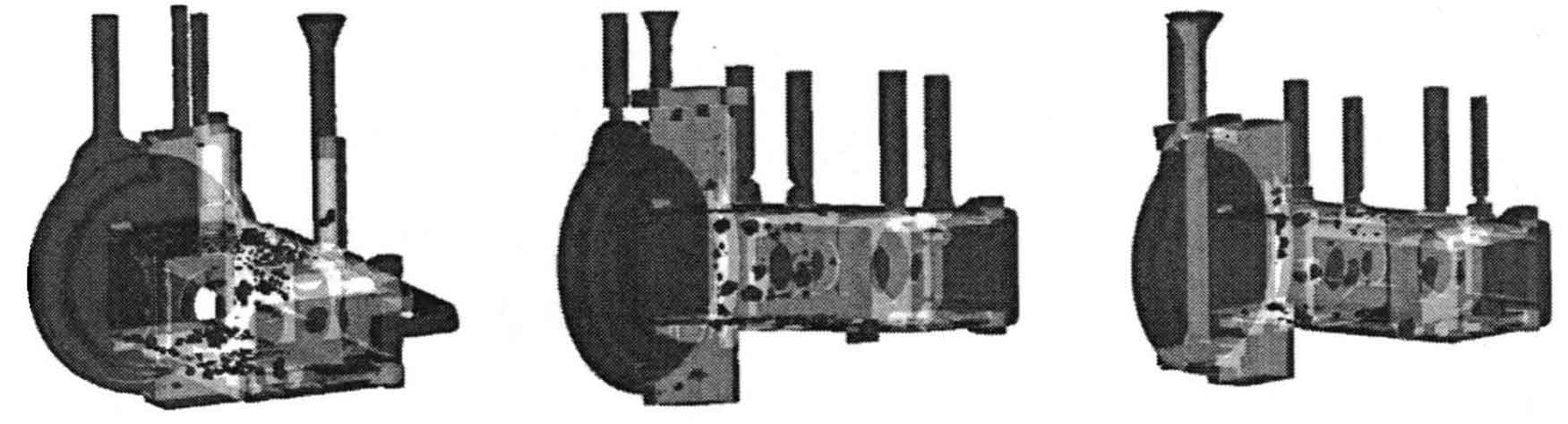
The mid injection type has defects at the boss connection, and the top injection type and stepped type have no defects; The defects of the three schemes are reduced in turn.
Using the mid injection gating system, there are insufficient pouring and air entrainment during mold filling, and the defects are the most after solidification. The top injection and stepped gating systems are adopted, the mold filling is relatively stable, there is no insufficient pouring, and the defects after solidification are reduced. The stepped gating system has slight sand flushing at the bottom sprue.
In the three schemes, the feeding riser at the circular boss is insufficient for liquid metal feeding, and the riser at the upper end of the casting is unable to feed due to its small size and rapid heat dissipation.
Based on the above analysis, it is considered that the stepped gating system is more reasonable for this kind of box casting.