
For the wear test of gray cast iron cutting tools, DWC CO (YG) cemented carbide standard tools are used, and ewln-95 ° eccentric head side cutter produced by Yiquan, Taiwan is selected as the machine clamp turning tool. Tool geometry parameters: rake angle γ N = 6 °, rear angle α N = 6 °, blade inclination λ S = 6 °, blade side length 12.7 mm, blade thickness 4.76 mm; Cutting sample parameters: sample diameter is 80 mm; Cutting parameters: the spindle speed is 160 R · min-1, the feed rate is 0.294 mm · R-1, the cutting depth is 3.0 mm, and the cumulative cutting time is 1200 s.
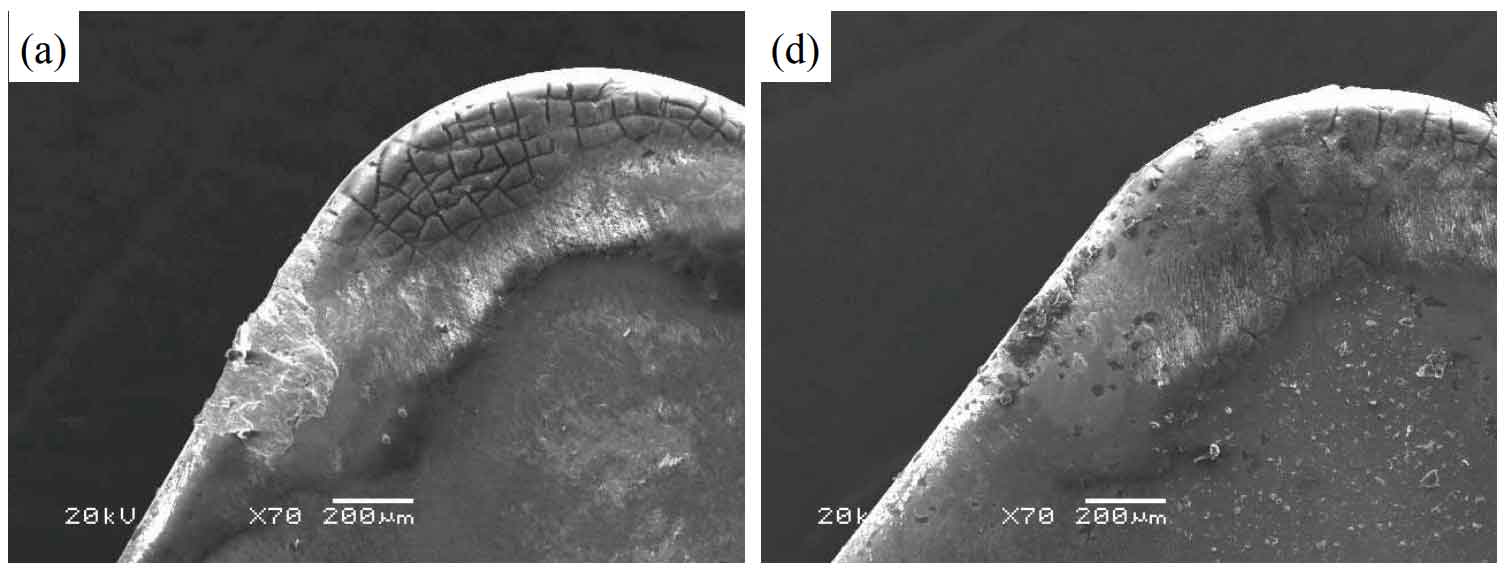
When cutting gray cast iron materials, due to the formation of broken chips, the cutting force is concentrated on a small area near the cutting edge, the local pressure is great, and has a certain impact. On the whole, the wear of different samples on the rake face is different, and there are network cracks of different scales on the rake face, with local uplift and collapse. The wear photos of gray cast iron cutting tools are shown in the figure: the wear marks of the experimental tools show an obvious friction direction, and the abrasive wear and adhesion exist at the same time. As can be seen from photo 4-6 (a), the mesh crack at the cutter head is large, and the width of the blade wear area is about 100 μ m. The uneven wear is serious, and the width of the crescent pit wear area is about 120 μ m. There is about 150 between the cutting edge and the wear area of the crescent depression μ M smooth belt, tearing occurs on the surface of gray cast iron cutting tool. In photo 4-6 (b), the overall wear of the tool is not serious, and the roughness of the wear area is large.