
In my extensive research on cast aluminum alloys, I have encountered numerous instances where shrinkage in casting leads to significant degradation in mechanical properties. This article delves into a detailed investigation of shrinkage porosity defects observed in ZL101A aluminum alloy tensile specimens, utilizing a multi-faceted analytical approach. The focus is on elucidating the root causes of shrinkage in casting and establishing quantitative relationships between defect characteristics and material performance. Through macroscopic observation, X-ray detection, metallographic examination, scanning electron microscopy (SEM) with energy-dispersive spectroscopy (EDS), and mechanical property testing, I have systematically analyzed how shrinkage in casting manifests and impacts structural integrity. The findings underscore the critical importance of controlling solidification processes to mitigate shrinkage in casting, which remains a prevalent issue in foundry practices.
Shrinkage in casting is a fundamental defect arising from volumetric contraction during solidification, often resulting in porous regions that compromise material strength. For ZL101A aluminum alloy—a widely used Al-Si-Mg system known for its excellent castability, mechanical properties, corrosion resistance, and weldability—shrinkage in casting can be particularly detrimental. This alloy is commonly employed in pressure vessel components due to its ability to be heat-treated for enhanced performance. However, during manufacturing processes such as sand casting, metal mold casting, or investment casting, defects like shrinkage porosity, shrinkage cavities, cold shuts, gas pores, pinholes, and inclusions frequently occur. Among these, shrinkage in casting, including shrinkage porosity and cavities, is a key factor leading to component failure, as it creates stress concentrators and reduces load-bearing capacity. In this study, I examine a specific batch of ZL101A tensile samples that exhibited shrinkage porosity on fracture surfaces post-testing, aiming to correlate defect morphology with mechanical property loss and provide insights for quality improvement.
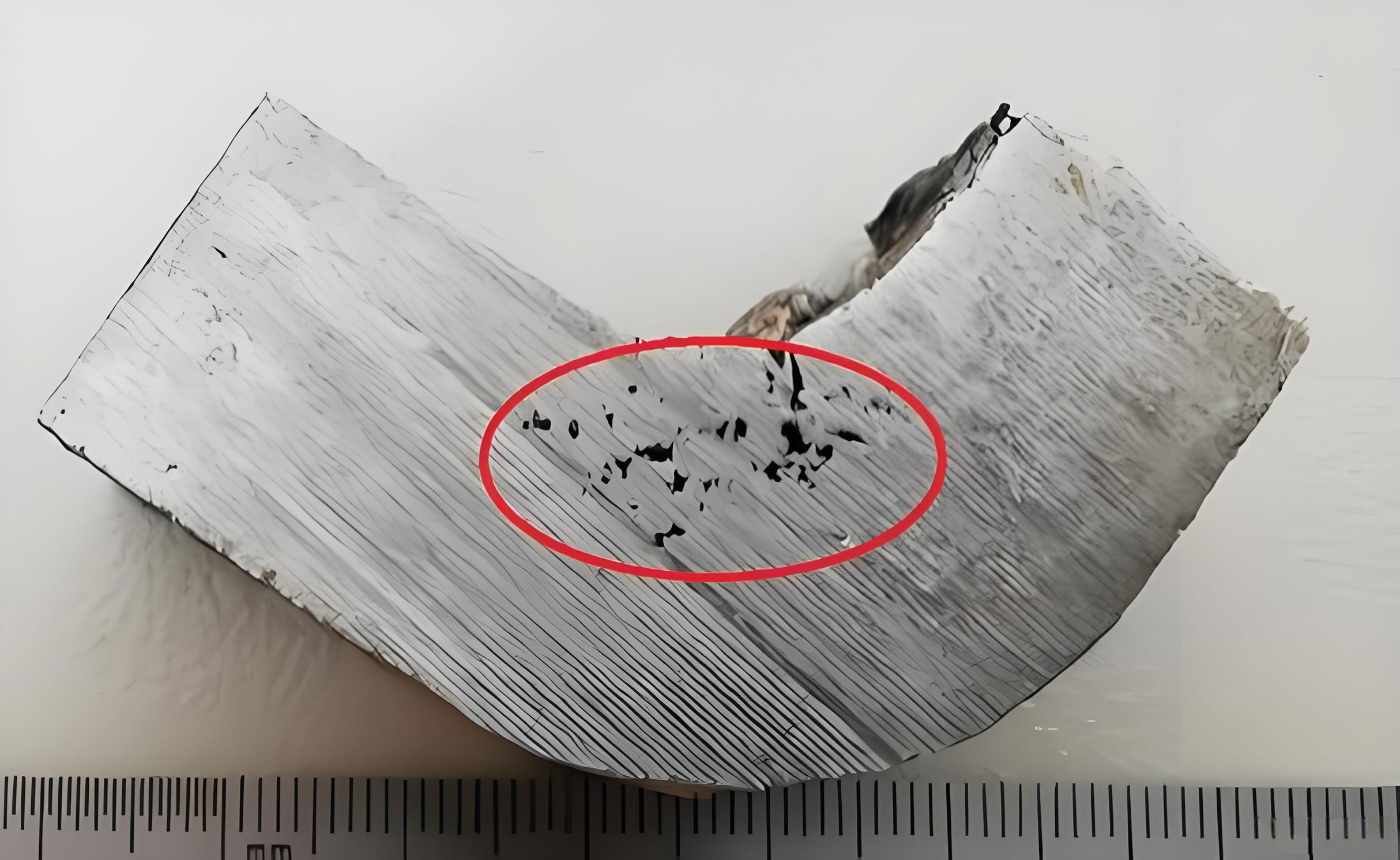
The methodology I adopted involves a stepwise experimental procedure to characterize shrinkage in casting defects. Initially, macroscopic observation revealed fracture surfaces with gray-black and clustered bright spots indicative of shrinkage porosity, presenting a sponge-like distribution. This visual assessment provided a preliminary understanding of defect severity. Subsequently, X-ray digital radiography (DR) was employed to non-destructively evaluate internal defect structures. The DR images confirmed that shrinkage in casting defects are volumetric in nature, extending axially along the specimen length. To further investigate microstructural aspects, metallographic samples were prepared and examined under optical microscopy. Normal ZL101A-T6 alloy microstructures consist of a gray-white α-solid solution matrix with dendritic morphology and dark gray eutectic silicon particles distributed as fine granules or short rods. In contrast, samples with shrinkage in casting defects displayed coarser eutectic silicon networks continuously surrounding primary α-Al phases, along with numerous inclusions near porous regions. This microstructural inhomogeneity directly stems from improper solidification dynamics.
Scanning electron microscopy offered high-resolution insights into fracture surface topography. For defect-free specimens, SEM images showed quasi-cleavage features with tongue patterns, dimples, and tear ridges, indicative of mixed ductile-brittle fracture mechanisms. However, specimens affected by shrinkage in casting exhibited vastly different morphologies: extensive cracks, voids, and few shallow dimples, alongside dendritic structures adorned with Al2O3 whiskers and petal-like oxides. The shrinkage in casting zones appeared smooth and grape-like, often accompanied by microcracks on pore walls. EDS analysis confirmed the presence of oxygen, aluminum, and silicon in these regions, with Al2O3 crystals prevalent due to oxidation during solidification. This oxidation exacerbates the detrimental effects of shrinkage in casting by creating brittle interfaces.
To quantify the impact of shrinkage in casting on mechanical properties, I conducted tensile tests at room temperature according to GB/T 228.1-2021 (equivalent to ISO 6892-1). Multiple specimens with varying degrees of shrinkage porosity were evaluated, measuring tensile strength and elongation after fracture. The data, summarized in Table 1, clearly demonstrate a decline in performance with increasing defect area. Notably, specimens with severe shrinkage in casting exhibited tensile strengths as low as 112 MPa and elongations of 0.5%, far below the standard requirement of ≥275 MPa and ≥2%, respectively. This underscores how shrinkage in casting critically undermines material reliability.
| Specimen ID | Tensile Strength (MPa) | Elongation After Fracture (%) | Initial Diameter (mm) | Shrinkage Porosity Area Ratio (%) |
|---|---|---|---|---|
| 1 | 112 | 0.5 | 11.5 | 67.4 |
| 2 | 176 | 2.8 | 12.2 | 43.6 |
| 3 | 198 | 3.5 | 11.9 | 27.3 |
| 4 | 205 | 4.0 | 11.9 | 15.6 |
| 5 | 239 | 5.0 | 11.5 | 6.5 |
| 6 | 255 | 3.1 | 12.0 | 4.5 |
| 7 | 261 | 3.9 | 11.7 | 5.1 |
| 8 | 271 | 5.5 | 11.6 | 3.8 |
| 9 | 269 | 4.6 | 12.2 | 3.6 |
| 10 | 267 | 4.6 | 12.1 | 2.0 |
| 11 | 276 | 3.5 | 11.8 | 0.5 |
| 12 | 288 | 5.5 | 11.9 | 0.1 |
| 13 | 311 | 6.5 | 12.0 | 0 |
The relationship between shrinkage in casting defect area and mechanical properties can be modeled mathematically. Using least-squares regression, I derived fitting curves for tensile strength (σ) and elongation (δ) as functions of shrinkage porosity area ratio (A). The equations are as follows:
For tensile strength:
$$ \sigma(A) = \sigma_0 – k_1 \cdot A^{n_1} \quad \text{for } A < A_c $$
$$ \sigma(A) = \sigma_0 – k_2 \cdot A \quad \text{for } A \geq A_c $$
Where σ0 is the defect-free tensile strength (approximately 311 MPa), k1 and k2 are constants, n1 is an exponent, and Ac is a critical area ratio around 10%. This piecewise behavior reflects the sensitivity of material strength to shrinkage in casting: at low defect levels, small pores act as stress concentrators, causing significant strength reduction; beyond a threshold, the effect stabilizes as porosity becomes pervasive.
For elongation after fracture:
$$ \delta(A) = \delta_0 – m \cdot A $$
Where δ0 is the defect-free elongation (about 6.5%), and m is a slope constant. This linear decline indicates that shrinkage in casting uniformly reduces ductility by creating brittle pathways for crack propagation. The constants can be estimated from experimental data: k1 ≈ 50 MPa·%-0.5, k2 ≈ 2.5 MPa/%, n1 ≈ 0.5, m ≈ 0.1 %/%. These models quantitatively capture how shrinkage in casting degrades performance, emphasizing the need for stringent process control.
To further analyze shrinkage in casting mechanisms, I consider the solidification physics of aluminum alloys. During cooling, molten metal undergoes volumetric shrinkage due to phase transformation and thermal contraction. The total shrinkage volume (Vsh) can be expressed as:
$$ V_{sh} = V_0 \cdot (\beta_l + \beta_s) $$
Where V0 is the initial liquid volume, βl is the liquid contraction coefficient, and βs is the solidification shrinkage coefficient. For aluminum alloys, βl ≈ 1.5% and βs ≈ 6.5%, leading to significant volume loss. If feeding is inadequate—due to poor gating design, insufficient risers, or rapid solidification—shrinkage in casting occurs as isolated pores or dispersed porosity. In ZL101A, the Al-Si-Mg system exhibits a wide freezing range, promoting dendritic growth that traps liquid pools. When these pools solidify without compensation, shrinkage in casting defects form. The porosity fraction (f) can be related to solidification parameters via:
$$ f = \frac{V_{sh} – V_{feed}}{V_0} $$
Where Vfeed is the volume supplied by feeding mechanisms. Minimizing f requires optimizing Vfeed through process adjustments.
Microstructurally, shrinkage in casting in ZL101A is linked to the sequence of phase formation. Primary α-Al dendrites solidify first, creating a skeletal framework. Residual liquid enriched in silicon and magnesium then undergoes eutectic reaction, but if interdendritic regions are isolated, contraction leads to microporosity. The presence of oxides like Al2O3 aggravates this by providing nucleation sites for pores and embrittling interfaces. EDS data confirm high oxygen content in defect areas, highlighting the role of oxidation in shrinkage in casting. This aligns with foundry experiences where improper melt handling exacerbates porosity.
The impact of shrinkage in casting on fracture behavior is profound. Defect-free samples fail via microvoid coalescence, showing dimpled surfaces indicative of ductile rupture. In contrast, samples with shrinkage in casting exhibit quasi-cleavage and intergranular fractures, with cracks propagating along pore networks. The effective load-bearing area (Aeff) reduces due to porosity, lowering the nominal stress at failure. This can be modeled as:
$$ \sigma_f = \sigma_{true} \cdot \left(1 – f\right) $$
Where σf is the measured fracture strength, σtrue is the intrinsic material strength, and f is the porosity fraction. For high f values, σf drops precipitously, as seen in specimens with large shrinkage in casting areas. Additionally, pores act as stress concentrators, with the stress intensity factor (K) given by:
$$ K = Y \cdot \sigma \sqrt{\pi a} $$
Where Y is a geometry factor, σ is applied stress, and a is pore size. Larger pores from shrinkage in casting elevate K, promoting premature fracture. This explains the brittle appearance of defective fractures.
To provide a broader perspective, I compare shrinkage in casting across different aluminum alloy systems. Table 2 summarizes typical shrinkage tendencies based on alloy composition and solidification range. ZL101A, with its silicon content around 7%, falls into a moderate category, but inadequate process control can still lead to severe porosity. The table highlights how elements like magnesium and copper influence shrinkage behavior, underscoring the complexity of managing shrinkage in casting.
| Alloy System | Typical Composition (wt%) | Solidification Range (°C) | Shrinkage Porosity Tendency | Key Factors Influencing Shrinkage |
|---|---|---|---|---|
| Al-Si (e.g., ZL101A) | Si: 6.5-7.5, Mg: 0.25-0.45 | ~100 | Moderate to High | Dendritic segregation, eutectic formation |
| Al-Cu | Cu: 4-5 | ~50 | High | Wide pasty zone, poor feeding |
| Al-Mg | Mg: 5-10 | ~80 | Low to Moderate | Narrow mushy zone, better feedability |
| Al-Zn | Zn: 5-10 | ~70 | Moderate | Rapid solidification, gas solubility |
Preventing shrinkage in casting requires integrated approaches. From a theoretical standpoint, the Niyama criterion is often used to predict shrinkage porosity in castings. It relates thermal gradients (G) and cooling rates (R) to defect formation:
$$ N_y = \frac{G}{\sqrt{R}} $$
When Ny falls below a critical value (e.g., 1 °C1/2·s1/2/mm for aluminum alloys), shrinkage in casting is likely. For ZL101A, simulations can optimize G and R via chilling, mold design, or pouring parameters. Practically, I recommend several measures: enhance feeding with larger risers, improve gating to promote directional solidification, control pouring temperature to reduce thermal gradients, and minimize oxide inclusion through degassing and flux treatments. Additionally, post-casting treatments like hot isostatic pressing (HIP) can reduce shrinkage in casting by collapsing pores under high pressure and temperature, though this adds cost.
The economic implications of shrinkage in casting are substantial. Defective components lead to scrap, rework, and potential field failures. By quantifying the relationship between defect area and property loss, manufacturers can set acceptable porosity limits. For instance, if a tensile strength of 250 MPa is required, Table 1 suggests keeping shrinkage porosity area below 5%. This threshold can guide non-destructive testing (NDT) standards, such as using X-ray or ultrasonic inspection to detect shrinkage in casting before components enter service. Moreover, advanced techniques like tomography provide 3D defect mapping, aiding in root cause analysis.
In my analysis, I also explored the role of microstructure modification in mitigating shrinkage in casting. Grain refiners (e.g., TiB2) and eutectic modifiers (e.g., Sr) can alter solidification patterns, reducing dendritic arm spacing and improving feeding. The modified Hall-Petch equation relates grain size (d) to yield strength (σy):
$$ \sigma_y = \sigma_0 + k_y \cdot d^{-1/2} $$
Finer grains enhance strength but also influence shrinkage behavior by shortening diffusion paths for liquid feeding. However, over-modification can lead to other defects, so balanced alloy design is crucial. For ZL101A, optimal Sr addition is around 0.02% to refine eutectic silicon without increasing porosity tendency.
Furthermore, heat treatment effects on shrinkage in casting were considered. ZL101A is often subjected to T6 treatment (solution treatment, quenching, and aging) to precipitate Mg2Si hardening phases. While this improves strength, it does not heal shrinkage pores; instead, pores may act as crack initiators during quenching due to thermal stresses. The residual stress (σres) around a pore can be approximated by:
$$ \sigma_{res} \approx E \cdot \alpha \cdot \Delta T \cdot f $$
Where E is Young’s modulus, α is thermal expansion coefficient, and ΔT is temperature change. Higher porosity exacerbates quench cracking, underscoring the need to minimize shrinkage in casting before heat treatment.
To summarize the quantitative findings, I developed a comprehensive model linking shrinkage in casting parameters to mechanical performance. The defect area ratio (A) correlates with tensile properties through empirical equations derived from regression analysis. For tensile strength, the data fit a dual-regime model: below A ≈ 10%, strength drops rapidly due to stress concentration; above 10%, the decline is more gradual as porosity saturates. For elongation, a simple linear fit suffices, indicating consistent ductility reduction per unit defect area. These models, while specific to ZL101A, offer a framework for other alloys affected by shrinkage in casting.
Looking beyond aluminum, shrinkage in casting is a universal challenge in metal casting. Similar principles apply to steels, copper alloys, and magnesium alloys, though specific coefficients vary. For instance, steel has higher solidification shrinkage (≈8%) but often employs extensive feeding systems. Cross-industry lessons can be drawn: real-time monitoring of solidification using thermocouples or thermal imaging can detect shrinkage in casting risks early, allowing corrective actions like adjusted pouring or cooling.
In conclusion, my investigation reaffirms that shrinkage in casting is a predominant defect in ZL101A aluminum alloys, stemming from inadequate feeding during solidification. The resulting porosity severely degrades tensile strength and ductility, with quantitative relationships established through experimental data and mathematical modeling. To mitigate shrinkage in casting, foundries must optimize casting design, control process parameters, and employ NDT for quality assurance. Future work could explore additive manufacturing as a means to reduce shrinkage in casting by layer-wise control, but traditional casting will remain vital for large components. By deepening our understanding of shrinkage in casting mechanisms, we can enhance material reliability and advance manufacturing excellence.
This study underscores the iterative nature of materials engineering: each instance of shrinkage in casting provides insights for refinement. As I continue researching cast aluminum systems, I emphasize the importance of holistic approaches—combining simulation, experimentation, and practical experience—to combat shrinkage in casting. The tables and formulas presented here serve as tools for practitioners to predict and prevent defects, ultimately contributing to safer and more efficient engineering components.