
The process test of S1100 crankshaft shell in multiple batches is shown in the table.
| Serial number | Material | Pouring quantity (piece) | Qualified products (pieces) | Scrap (piece) | Scrap rate (%) | Pouring temperature (℃) | Carbon equivalent (%) |
| 1 | FCD55 | 14 | 5 | 9 | 64 | 1400 | 4.3 |
| 2 | FCD55 | 14 | 4 | 10 | 71 | 1380 | 4.3 |
| 3 | FCD55 | 12 | 2 | 10 | 83 | 1380 | 4.4 |
| 4 | FCD55 | 14 | 8 | 6 | 43 | 1400 | 4.3 |
| 5 | FCD55 | 14 | 4 | 10 | 71 | 1380 | 4.3 |
| 6 | FCD55 | 4 | 1 | 1 | 25 | 1420 | 4.3 |
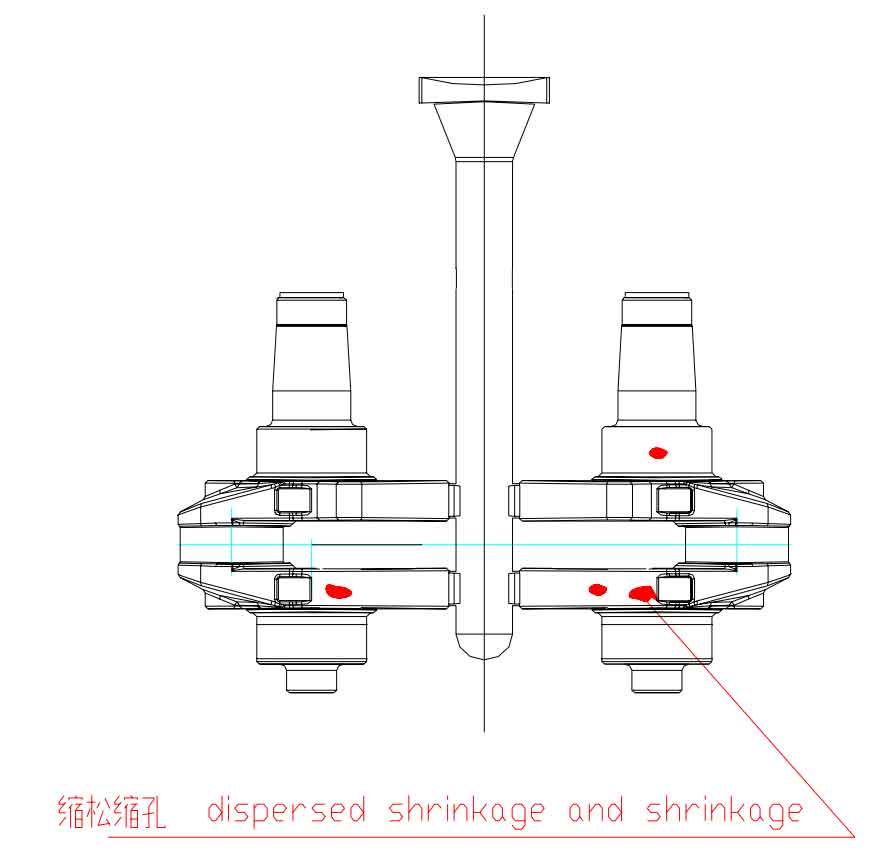
In the first process test, the waste products of shell casting crankshaft are mainly concentrated in shrinkage cavity (83% of the total waste products) and bottom molten iron leakage (17% of the total waste products). See the figure for the location of shrinkage porosity and shrinkage cavity.
After dissecting the shell casting crankshaft, it is analyzed that: since the cold iron is not considered to be added between the two fan plates and at the main journal in the first test, the oil plug hole blocks the upper hot metal feeding channel at the lower fan plate, resulting in concentrated shrinkage and shrinkage casting defects; At the upper main journal, because the concealed riser is the end and the molten iron temperature is low, the feeding of the main journal is not obvious, resulting in shrinkage porosity and shrinkage casting defects at the main journal; Low carbon equivalent and insufficient expansion of graphite to make up for liquid feeding; The cooling effect of the mold on the shell casting crankshaft is low; The feeding of riser and gating system to shell casting crankshaft.
Before the second trial casting, the gating system and shell thickness were adjusted. The riser head was changed from 30mm to 45mm, and the sprue shell thickness was changed from 10-12mm to 12-14mm (increasing the thermal insulation of molten iron and strengthening the feeding at the hot joint). After dissecting the shell casting crankshaft, it was found that the shrinkage cavity at the hot joint connecting the main journal and the sector plate changed from original to shrinkage porosity, and the feeding of molten iron on the shell casting crankshaft was significantly improved, However, the overflow phenomenon of molten iron in the solidification process occurred at the sector plate during the two trial pouring. Through analysis and research, it is considered that the reason is that the inner gate solidified before the sprue and the shell casting crankshaft, so that the feeding of the sprue to the shell casting crankshaft is still insufficient. At the same time, the manually tamped iron shot is below the sector plate, and its compactness is not enough. The shell expansion of nodular iron is caused by graphite expansion in the solidification process.
In view of the problems in the above two trial pouring, the following adjustments were made for the third time: the riser head was changed from 45mm to 60mm, and the sprue was changed from 45mm to 60mm Φ Change 30mm to Φ 35mm, inner gate from 15 × Change 20mm2 to 15 × 28mm2. The connecting channel between the sprue and the concealed riser is added, and the shaking table is used for the vibration of iron shot. After the trial pouring and the anatomy and metallographic analysis of the shell mold casting crankshaft, the shrinkage cavity and porosity tendency are greatly reduced, which overcomes the defect of the deformation of the shell mold casting crankshaft caused by the deformation of the shell mold. The metallographic structure is dense, and the overall condition of the shell mold casting crankshaft is good.
Now, the production research, test and trial production of S1100 shell crankshaft are divided into three stages, and the work is summarized as follows:
(1) the casting and anatomical analysis of five batches of 22 shell molds produced by the provided crankshaft shell mold are carried out. The results are as follows: some shell mold cast crankshafts have serious molten iron leakage, and all shell mold cast crankshafts have casting defects such as shrinkage and shrinkage at the main journal of the upper fan plate and the oil plug hole of the lower fan plate.
(2) aiming at the problems generated in the first stage, after research and analysis, it is determined that the casting process of crankshaft shell mold must be modified. The modified contents are as follows:
① In order to enhance the feeding of hot metal to the crankshaft, the process measures of increasing cold iron must be taken: increasing cold iron (one piece) at the upper fan plate; Add the cold iron (1) at the main journal of the lower fan plate × 1/2+2 × 1 / 4 three piece combined cold iron).
② Enlarged sprue (from Φ Change 30mm to Φ 35mm)。
③ The inner gate at the place where molten iron enters the lower fan plate is enlarged.
④ Open the exhaust slot at the concealed riser; Open the vent at the oil plug hole core.
⑤ The main causes of shell leakage are that it is difficult to fill the iron shot at the two fan plates (the gap is only 16-18mm) and the shell fracture in case of bottom vibration. In order to solve this problem, the shell is used to connect the two fan plates without leaving a gap; The bottom fracture is solved by controlling the compaction parameters.
Through modification, adjustment, ultrasonic nondestructive testing, section cutting inspection and other means, the results are as follows: the main journal of the original upper fan plate and the oil plug hole of the lower fan plate are most prone to shrinkage, shrinkage and other casting defects, and no shrinkage, shrinkage and other casting defects are found.