The number of risers shall be determined according to the grade of steel casting quality requirements and the structure of parts. Generally, thick walled steel castings adopt centralized feeding, and thin walled steel castings adopt decentralized feeding principle to design risers. The shape and size of the riser shall meet the feeding requirements of the steel casting, that is, the riser with large modulus, small weight and enough liquid steel feeding shall be used as far as possible. According to the relationship between the modulus of steel casting and solidification time, for the common riser with the same weight, the spherical riser has the largest modulus, which is the most reasonable riser shape.
The wall thickness of the steel casting is relatively thick and the steel casting is relatively high, so a reasonable riser must be selected to ensure that the riser must solidify later than the hot spot of the steel casting, and the steel casting can be fully fed with liquid steel. The riser modulus is calculated by formula.
Where: V – riser volume, cm3; A – Heat dissipation surface area, cm2.
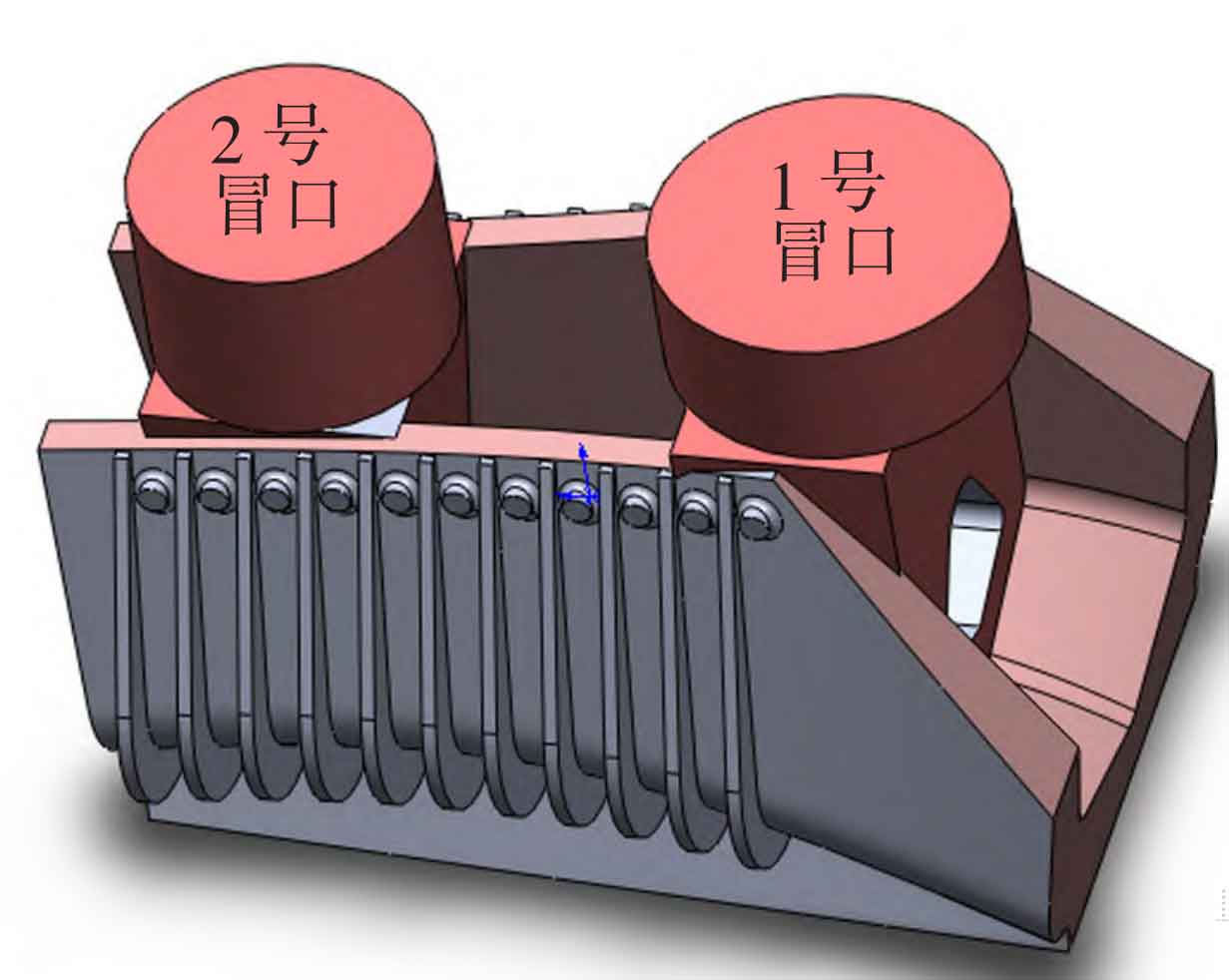
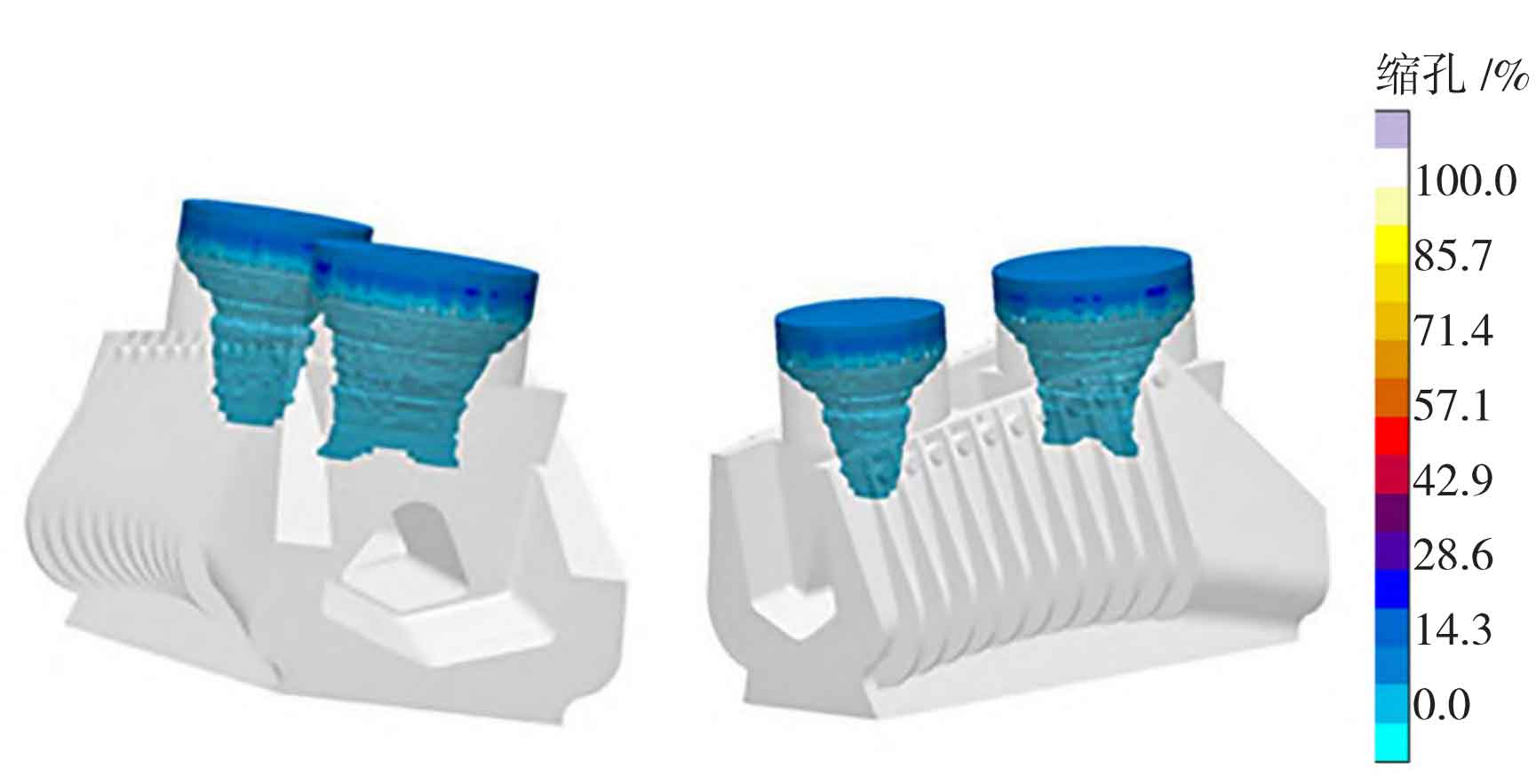
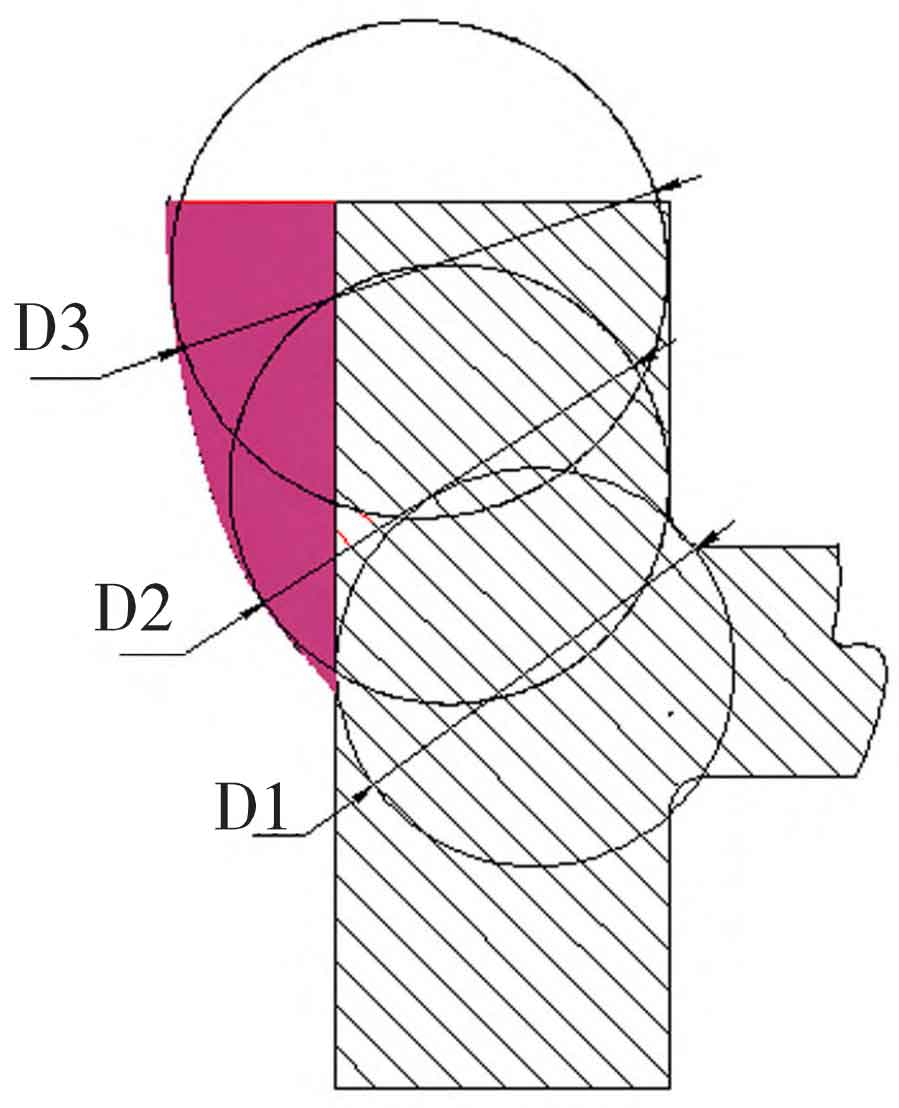
The feeding channel and riser gain of steel castings are usually determined by “rolling pitch circle method”. The hot rolling pitch circle method is the inscribed circle given by the thickest part of the steel casting section plus process thickening, machining allowance, etc., which is magnified according to an appropriate proportion. Generally, it rolls out gradually towards the riser with a 10% slope or 1.05 times the diameter of the inscribed circle (that is, D2=1.05D1, D3=1.05D2, and so on). The shadowed part in Fig. 1 is the fleshing part. According to the rolling pitch circle method, the fleshing part is rolled up from the lower hot spot of the saddle groove to the parting surface, and then a riser is set on the upper part. In general, the relationship between the modulus of riser and the modulus of steel casting: M=KM piece, and the modulus of riser should be greater than that of steel casting, that is, K > 1. After the riser feeding channel is determined, a riser is set above the flesh. In order to make the riser fully feed the steel casting, K=1 is selected for the steel casting. Through calculation, two circular insulation risers are set on the flesh of saddle groove, as shown in Figure 2, NO 1 Riser diameter 2000 mm, NO The diameter of No. 2 riser is 1700 mm. The process plan uses MAGMA software for simulation [6]. The simulation results are shown in Figure 3. The blue area is the shrinkage porosity and shrinkage cavity of the steel casting after solidification. From the simulation results, the overall structure of the steel casting is very dense, and the shrinkage cavity and porosity are all concentrated in the riser and flesh. The feeding effect of riser and meat is very good, meeting the technical requirements.