
The section size of each component can be obtained by simple empirical formula according to the type, quality, size, wall thickness and casting time of casting alloy.
In production, the minimum cross-sectional area of the internal sprue is 0.04cm2, and the minimum diameter of the direct sprue is generally not less than 15-18mm.
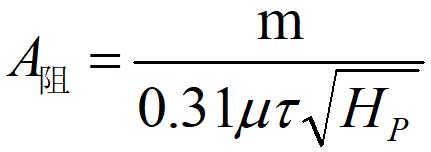
Calculation formula of flow resistance section of gray cast iron:
![]() ——Total area of the minimum section in the gating system (cm2);
——Total area of the minimum section in the gating system (cm2);
M — total weight of liquid metal flowing through f resistance section (kg);
μ – total flow loss coefficient;
![]() ——Pouring time (s);
——Pouring time (s);
![]() ——Average static head (CM)
——Average static head (CM)
In the formula, M is 8.6kg; μ = 0.42 [3]; ![]() = 110cm;
= 110cm;
The pouring time is calculated as follows:
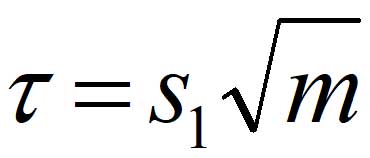
M – total mass (weight) of metal liquid in the mold (kg)
![]() —Coefficient, depending on the wall thickness of the casting, it is found from the table that = 2.2 [3].
—Coefficient, depending on the wall thickness of the casting, it is found from the table that = 2.2 [3].
The pouring time is 6.5s.
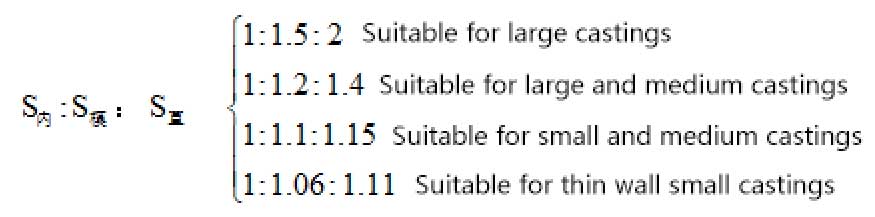
As the parts of the support table are small and medium-sized castings, the section ratio is determined to be 1:1.1:1.15.
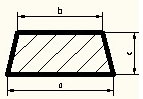
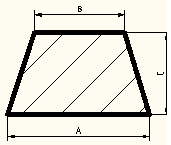
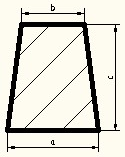
According to the calculation formula of the flow resistance section, the cross-sectional area of the internal sprue is 8.90, and it is found from the table that a = 56mm, B = 52mm
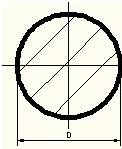
, C = 17mm; section area of sprue = 10.24, d = 18mm according to the table; section area of transverse sprue = 9.97, a = 32mm, B = 22mm, C = 35mm. Therefore, the schematic diagram of each sprue of the supporting platform parts is as follows:
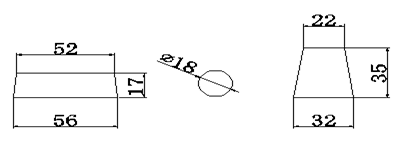
Table 1 standard values of gating system for gray iron castings
|
Internal sprue size/mm (S(in)/m㎡ ) |
Runner size/mm (S(tr)/m㎡ |
Sprue size/mm (S(str)/ m㎡) |
|||||||||||
 |
|
 |
|
||||||||||
|
a |
b |
c |
S(in) |
a |
b |
c |
S(in) |
A |
B |
C |
S(tr) |
D |
S(str) |
|
11 |
9 |
5 |
50 |
6 |
4 |
10 |
50 |
16 |
11 |
18 |
240 |
17 |
230 |
|
14 |
12 |
6 |
80 |
8 |
5 |
12 |
80 |
19 |
14 |
22 |
360 |
20 |
310 |
|
18 |
15 |
7 |
115 |
10 |
6 |
15 |
120 |
23 |
15 |
25 |
480 |
23 |
420 |
|
20 |
18 |
8 |
150 |
11 |
7 |
17 |
150 |
28 |
18 |
31 |
720 |
27 |
570 |
|
24 |
21 |
10 |
225 |
13 |
9 |
21 |
225 |
32 |
22 |
35 |
950 |
32 |
800 |
|
30 |
26 |
11 |
310 |
14 |
10 |
26 |
310 |
38 |
28 |
42 |
1380 |
38 |
1130 |
|
40 |
30 |
12 |
455 |
17 |
11 |
33 |
450 |
46 |
32 |
50 |
1950 |
45 |
1590 |
|
45 |
41 |
14 |
600 |
20 |
12 |
37 |
600 |
56 |
40 |
58 |
2800 |
53 |
2200 |
|
56 |
52 |
17 |
920 |
24 |
16 |
46 |
920 |
65 |
45 |
70 |
3850 |
65 |
3320 |
|
58 |
53 |
22 |
1200 |
28 |
20 |
50 |
1200 |
80 |
60 |
80 |
5600 |
80 |
5030 |
Riser and size determination
Generally small castings with uniform wall thickness may not have riser, so it is omitted here.