
1. Exhaust Pipe Casting Introduction
| Casting Name | Material | Tensile Strength | Yield Strength | Elongation | Casting Process |
|---|---|---|---|---|---|
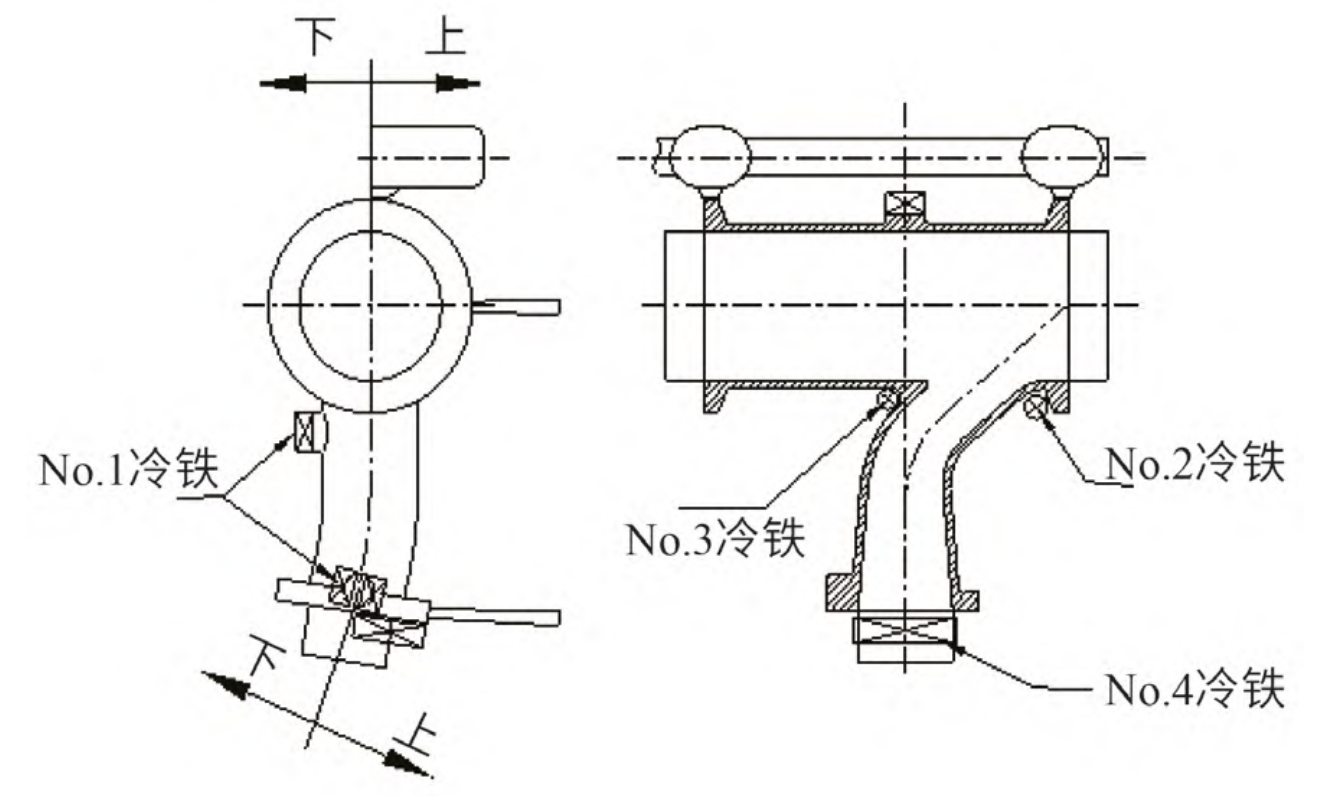
| C24 – R12V280ZJ Diesel Engine Exhaust Pipe (Left/Right, 1/2) and C716V280ZJ Diesel Engine Exhaust Pipe (1/2) | QT400 – 18 | ≥400MPa | ≥250MPa | ≥18% | Furan resin self – hardening sand molding and core – making, one mold with 4 pieces, upper and lower parting in the middle of the pipe wall, pouring from both sides of the exhaust pipe flange surface |
2. Casting Defects and Causes
| Defect Type | Defect Appearance | Cause of Defect |
|---|---|---|
| Porosity (Casting Defects) | Bubbles inside or on the surface of the casting | 1. High resin and curing agent content in the molding sand, resulting in a large amount of gas generated by the combustion of organic matter after the reaction in the core during pouring. 2. Long storage time of the mold (core), leading to high moisture content in the mold (core), and a large amount of gas generated during pouring. 3. Poor exhaust or untimely air induction of the casting mold during pouring, resulting in the gas in the cavity not being discharged in time. |
| Sand Hole (Casting Defects) | Holes inside or on the surface of the casting due to the debris of the mold (core) sand falling into the cavity and not being cleaned up | 1. Poor strength of the mold (core) sand, and the mold (core) sand is washed into the cavity during pouring. 2. The debris in the cavity and the gate and riser are not cleaned up before core setting and box closing, and enter the cavity during pouring. |
| Cold Shut (Casting Defects) | Penetrating or non – penetrating gaps in the casting due to poor fusion at the junction of the molten metal | 1. Unstable pouring process, resulting in liquid flow interruption. 2. Metal leakage at the parting surface during the pouring process, resulting in insufficient molten metal. 3. Low pouring temperature. |
3. Prevention Measures
| Defect Type | Prevention Measures |
|---|---|
| Porosity (Casting Defects) | 1. Spray the water – based graphite powder coating on the casting mold, and then dry it in the surface drying furnace at 160 – 180℃ for 3 – 4 hours. Regularly check the operation of the drying furnace. 2. Control the gas generation of the molding sand. The ignition loss of the recycled sand is controlled below 0.3%, and the addition amount of the resin is reduced under the premise of meeting the strength of the molding sand. The current resin addition amount is 0.8% – 1.1%, and the curing agent addition amount is 30% – 60%. 3. Pay attention to the rainproof and moisture – proof work of the casting mold and core. The storage time of the casting mold and core should not exceed 3 – 5 days. If it rains, the casting mold and core that get wet should be dried before use. 4. Increase the exhaust capacity of the casting mold. The riser and exhaust duct should be set completely during molding and core – making. Ensure that the riser and exhaust duct are unblocked during box closing. Ignite and induce air in time at the parting surface, riser and exhaust duct during pouring. |
| Sand Hole (Casting Defects) | 1. Reasonable proportion and uniform mixing of the mold (core) sand. The binder accounts for 0.8% – 1.2% of the sand weight, the curing agent accounts for 30% – 60% of the binder weight, and the sand strength is controlled at 0.8 – 1.5MPa. Monitor the sand strength daily and test the proportion of the original sand, binder and curing agent of the sand mixer regularly. Adjust in time if any abnormality is found. 2. Control the use time of the mold (core) sand. Adjust the addition amount and grade (acidity) of the curing agent according to the environmental temperature, humidity and sand temperature to control the usable time of the resin sand, which is usually controlled at 10 – 15 minutes. 3. Pay attention to the molding, core – making and core – setting operations. The molding sand should be compacted, especially in the dead corners where the sand is not easy to fill, to improve the strength of the sand mold (core) and reduce the occurrence of sand hole defects in the casting. In addition, the gate and riser patterns should not be taken out immediately after scraping the sand during molding, but should be taken out after the gate and riser are hardened for a period of time to avoid the problems of gate and riser collapse and difficult cleaning of debris. |
| Cold Shut (Casting Defects) | 1. Control the quality of the mold matching process. Clean the debris in the cavity and the gate and riser. Apply foundry glue on the parting surface for sealing to prevent box leakage. The pouring temperature is controlled at 1350 – 1360℃. 2. Control the quality of the pouring process. Measure the temperature of the molten iron before pouring to prevent cold shut caused by low temperature. Align the ladle with the pouring cup and keep the ladle stable before pouring, and ensure that the molten iron fills the pouring cup during pouring. |
4. Implementation Effect
| Before Improvement | After Improvement |
|---|---|
| Defect rate of 13.3% | Defect rate of 2.03% (15 porosity defects, 6 sand hole defects, 4 cold shut defects in 1230 produced exhaust pipes) |
5. Conclusion
- The proportion and strength of the mold (core) sand have an extremely important impact on the occurrence of sand hole, porosity and other defects. Therefore, controlling the quality of the mold (core) sand plays an important role in preventing casting defects.
- The casting mold baking process and baking process control can effectively reduce the residual moisture in the casting mold and play an important role in preventing porosity defects.
- Compact and in – place molding and core – making operations, complete gate, riser and exhaust duct, clean the cavity and gate and riser during core – setting and box closing, and air induction during pouring have a good effect on preventing casting defects.
- After taking measures, the defect rate of the exhaust pipe casting is greatly reduced and the quality is improved.