
The main causes of poor plasma nitriding of precision casting parts are heat treatment temperature, heat treatment time, nitrogen concentration, ammonia concentration, vacuum degree in heat treatment furnace, surface roughness of casting parts, oxidation before quenching and quenching, oxidation before quenching and tempering, oxidation in casting parts and oxidation in casting parts.
1. Verification of equipment parameters
Does the equipment parameters of the heat treatment furnace affect the quality of nitriding? The researchers monitored the production process of heat treatment. Figure 1 shows the central control system of heat treatment.

Through the monitoring of the whole heat treatment process, the records of thermocouple data at each position and the flow statistics of nitrogen and ammonia are obtained to confirm that the process parameters meet the predetermined requirements without fluctuations and abnormalities.
2. Verify process parameters
In order to verify whether the process parameters are set correctly, the researchers made 22nimocr56 machined parts and precision cast parts of the same material with the furnace for heat treatment comparison test, as shown in Figure 2.
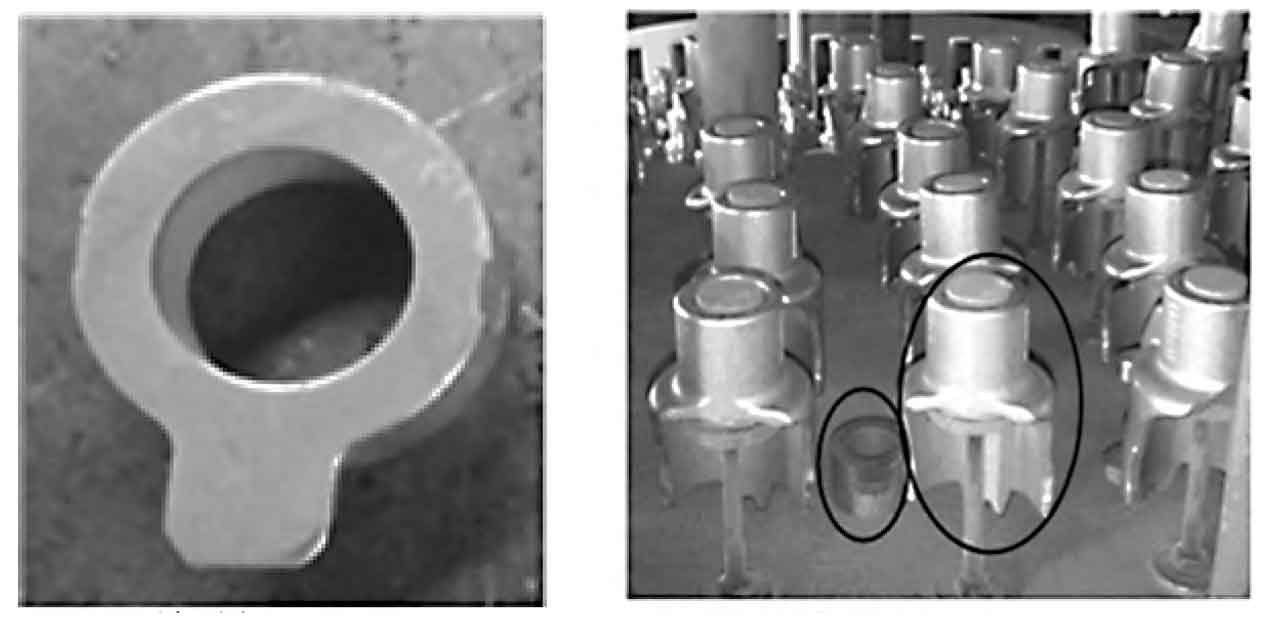
(b) Placement of machined and cast parts
(d) Hardness graph of casting parts
It is analyzed from the four aspects of man, machine, method and ring: if the machined parts and cast parts of the same material are heat treated at the same time under the same conditions, the results should be the same; If the heat treatment results are consistent, it indicates that it needs to be further analyzed from four aspects: human, machine, method and environment; If the heat treatment results are different, it indicates that the raw materials of precision casting parts themselves cause poor hardness after heat treatment.
The machined surface roughness Rz is 0.4 μ m. By analyzing the heat treatment results of machined and precision casting parts, the surface hardness of machined precision casting parts is 780 ~ 800 hv0 2. Compared with precision casting parts in the same furnace, it has 300hv0 2, it can be determined that the man, machine, method and ring in the heat treatment process meet the design requirements. At the same time, the problem of how to measure hardness is analyzed, so the difference brought by measurement can be eliminated. Finally, it can be judged that the main reason for the poor hardness of precision casting parts is the difference between the structure of casting parts and machined parts.
3. Metallographic analysis of precision casting parts
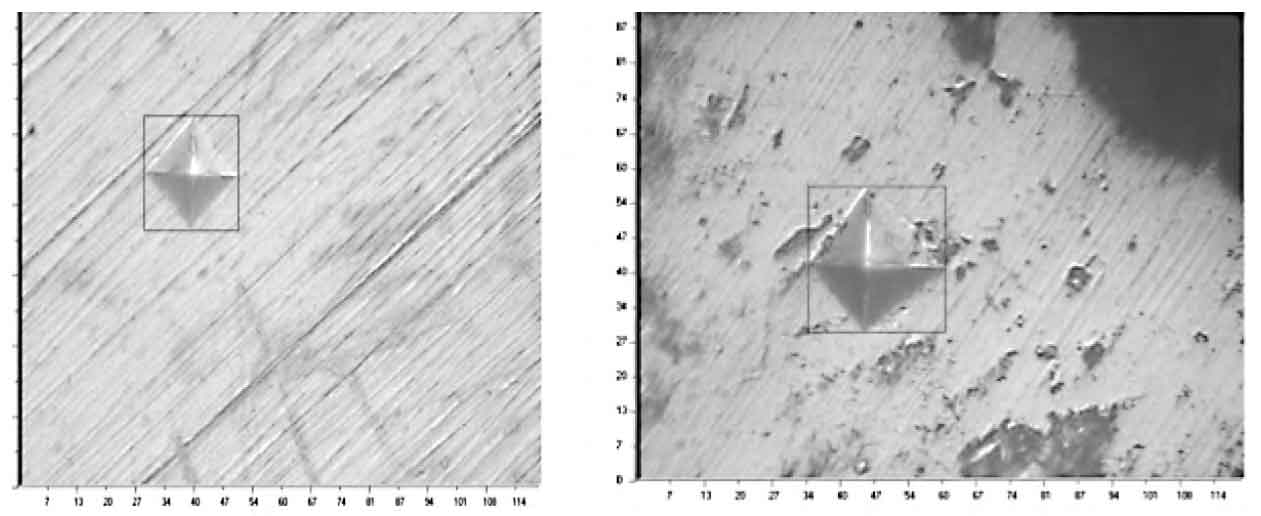
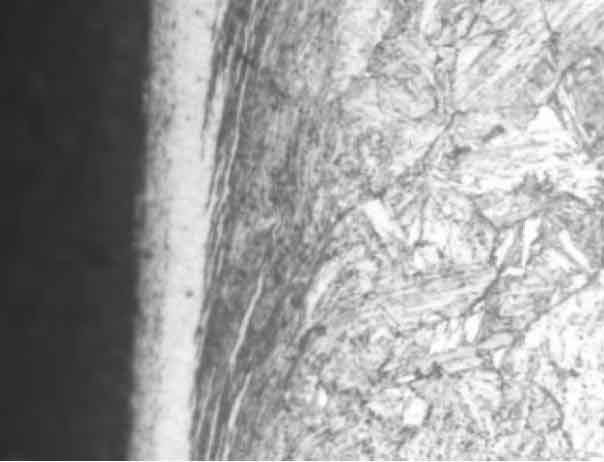
Metallographic analysis of machined parts and precision casting parts. Figure 3 shows machined precision casting parts and Figure 4 shows cast parts. By analyzing the microstructure of machined parts and precision casting parts, it is confirmed that the white bright layer and diffusion layer of machined parts are intact, while the white bright layer of precision casting parts is loose and the diffusion layer is oxidized.
4. Process flow analysis
Analyze the whole process of precision casting and confirm the process with oxidation phenomenon.
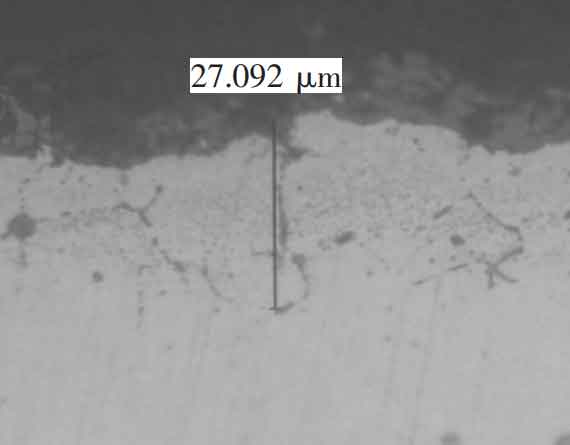
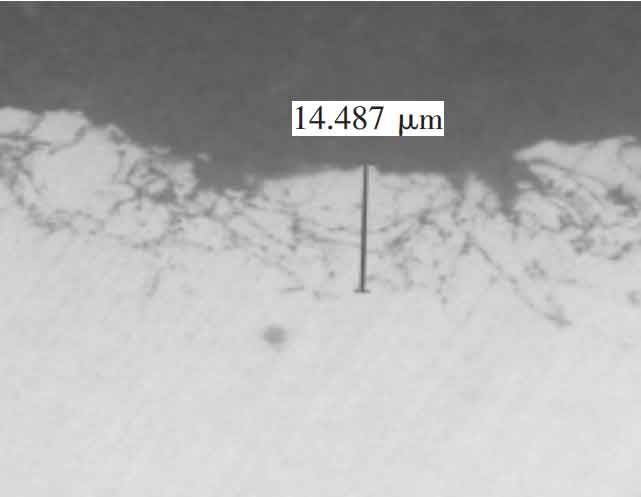
The process flow of precision casting parts is as follows: shell roasting (shell roasting time 40 ~ 60 min, temperature 1 160 ~ 1 200 ℃) → casting (molten steel temperature 1 200 ~ 1 600 ℃, casting time 4 ~ 6 s) → shell vibration → shot blasting and sand removal → gate grinding → shot blasting → inspection → annealing (raise the temperature of the well annealing furnace to 850 ℃ for 1 h, lower the temperature to 500 ~ 550 ℃ with the furnace, discharge the furnace for air cooling, add 90 ~ 120 drops of alcohol / min) → hydraulic shaping → quenching and tempering (box type multipurpose furnace) → pickling and shot blasting → inspection → shaping → cleaning → nitriding. The possible processes causing oxidation of precision casting parts are casting, annealing, quenching and tempering and nitriding. The cast parts, annealed parts and quenched and tempered parts are analyzed respectively to confirm that the oxidation phenomenon has occurred in the cast parts, and the oxidation layer shows a diffusion trend with the further treatment of subsequent annealing and quenched and tempered parts. Figure 5 shows the metallographic structure of cast parts.
As can be seen from Fig. 6, oxidation occurs after casting of precision casting parts, resulting in low surface hardness, loose white bright layer and internal oxidation of diffusion layer in the subsequent plasma nitriding process. In order to avoid oxidation of precision casting parts after casting, the sealing process is added to the whole process flow. The precision casting parts are immediately put into the closed box within 30 s after casting, and charcoal and engine oil are put into the box in advance for full combustion, so as to remove the oxygen component in the box.
The surface hardness of precision casting parts after sealing process can reach 680 ~ 700 hv0 2. Meet the requirements of customers and supply goods.