
1. Drawing of CCT curve
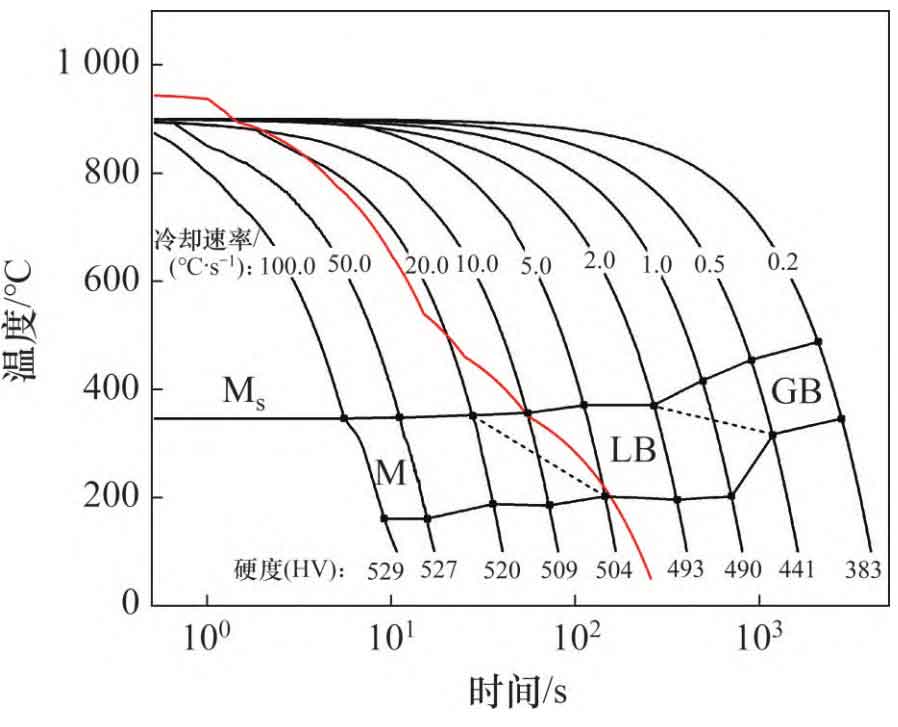
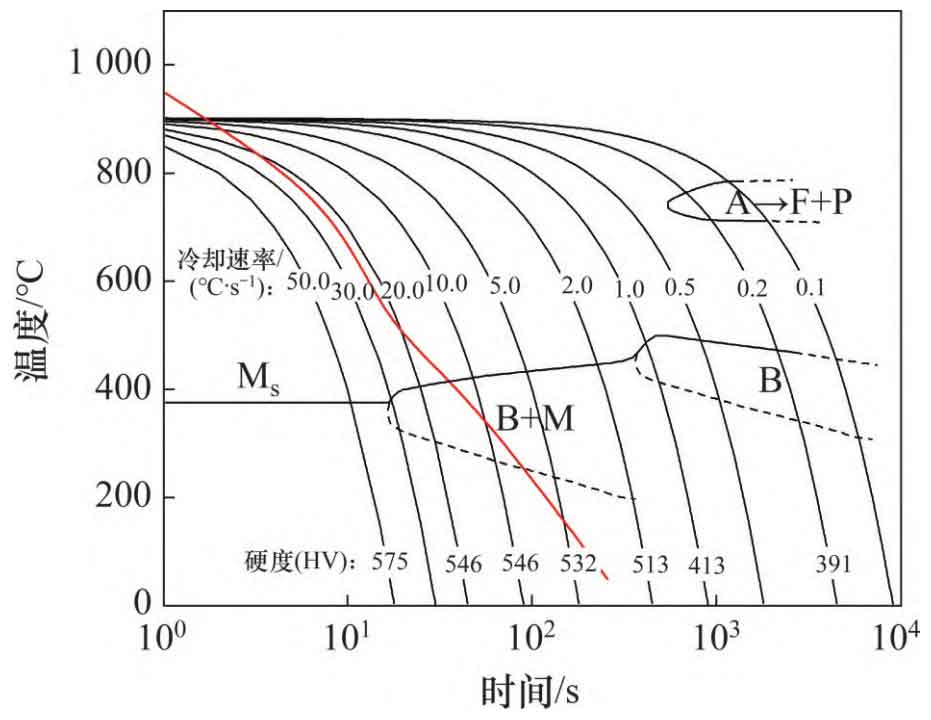
Draw the expansion curves of each sample under different cooling rate conditions based on the data output from the thermal expansion instrument. Use the tangent method to determine the critical temperature point for continuous cooling transformation of brake disc materials. Combined with microstructure observation and microhardness testing, determine the tissue transformation products corresponding to different cooling rates. Draw each critical temperature point on the temperature time logarithmic coordinate, and connect the starting and ending points of the transformation with a curve, And mark the cooling rate and hardness corresponding to each cooling curve. In addition, draw the cooling temperature curves of the friction surfaces of cast steel brake discs and forged steel brake discs after emergency braking on the CCT diagrams of the two brake disc materials. The CCT curves of cast steel brake disc materials are shown in Figure 1, and the CCT curves of forged steel brake disc materials are shown in Figure 2.
2. CCT curve and tissue transformation characteristics
From Figure 1, it can be seen that within the experimental cooling rate range, cast steel brake disc materials mainly undergo two types of structural transformations, namely bainite transformation (A → B) and martensite transformation (A → M). When the cooling rate is between 0.2~0.5 ℃/s, the main transformation occurs from austenite (A) to granular bainite (GB); When the cooling rate exceeds 2.0 ℃/s, the microstructure changes into lath bainite (LB); When the cooling rate exceeds 20.0 ℃/s, martensite (M) undergoes transformation.
When the cooling rate is below 1.0 ℃/s, with the increase of cooling rate, the hardness (HV) increases significantly, from 383 to 490, with an increase of 27.9%. The reason is that during the bainite transformation process, C element diffuses and precipitates carbides, but the bainite transformation causes the C element that cannot diffuse in time to dissolve in austenite, resulting in an increase in hardness; When the cooling rate is between 1.0 ℃/s and 2.0 ℃/s, lath bainite and martensite gradually appear with the increase of the cooling rate. With the increase of the cooling rate, the micro hardness (HV) of the formed structure also increases from 490 to 520. Since both bainite and martensite are hard phases, the increase is only 6.1%; When the cooling rate exceeds 20.0 ℃/s, the increase in hardness of each sample is no longer significant. When the cooling rate increases to 100.0 ℃/s, the increase in hardness is only 1.7%. This is because the martensitic structure is relatively stable and there is no significant change in the structure.
From Figure 2, it can be seen that within the cooling rate range of the test, there are mainly three types of structural transformations in forged steel brake disc materials, namely ferrite pearlite transformation (A → F+P), bainite transformation (A → B), and martensite transformation (A → M). When the cooling rate is below 0.2 ℃/s, the main transformation occurs from ferrite to pearlite; When the cooling rate is between 1.0~30.0 ℃/s, bainite transformation and martensite transformation mainly occur; When the cooling rate exceeds 50.0 ℃/s, martensitic transformation occurs. Comparing the critical transformation temperature and CCT diagram of cast steel brake disc materials with forged steel brake disc materials, it can be found that the difference in composition between cast steel brake disc materials and forged steel brake disc materials leads to certain differences in their structural transformation characteristics. The AC3 temperature of forged steel brake disc material is 862 ℃, slightly higher than that of cast steel brake disc material. This is because the content of V, Mo and other elements in forged steel brake disc material is slightly higher, which can significantly reduce the austenite phase zone, while the content of Mn, Ni and other elements in cast steel brake disc material is higher. These are alloy elements that expand the austenite phase zone and reduce the AC3 temperature. In addition, under the cooling rate of 0.2 ℃/s, forged steel brake disc materials will form a ferrite pearlite structure, while cast steel brake disc materials will not undergo ferrite and pearlite transformation, but will form a granular bainite structure. This is because the total content of alloy elements such as Cr, Ni, and Mo in cast steel brake disc materials is high, and Ni element is easily dissolved in the matrix to inhibit the nucleation of ferrite and reduce the cooling rate of ferrite transformation, And promote martensitic transformation; The Mo element in steel inhibits the diffusion of C element, making it difficult for diffusion phase transformation, and can also play a role in inhibiting ferrite transformation. The strong carbon compound forming element V mostly exists in the form of carbides in steel, which can promote ferrite transformation and inhibit martensitic transformation. Therefore, under cooling rate conditions below 0.2 ℃/s, cast steel brake disc materials did not undergo ferrite transformation.
From the CCT curves of the two materials, it can also be seen that the AC3 temperature and Ms temperature of forged steel brake disc materials are higher than those of cast steel brake disc materials, and the critical cooling rate for complete martensitic transformation is also higher. Based on the analysis of the temperature changes during the service process of the brake disc, it can be concluded that when the instantaneous temperature of the local area of the friction surface exceeds the AC3 temperature of the material during the braking process, the material in that area will undergo austenitization. After the braking is completed and the train starts running again, the temperature of the friction surface of the brake disc will rapidly decrease under the action of air convection heat transfer, The microstructure of the locally overheated area where austenite transformation occurs is prone to bainite transformation and martensite transformation, resulting in an increase in the hardness of the locally overheated area on the friction surface. Therefore, when selecting materials based on the service characteristics of brake discs and from the perspective of microstructure transformation characteristics, selecting materials with higher AC3 temperature and higher critical cooling rate for complete martensitic transformation is beneficial for improving the stability of the microstructure and mechanical properties of brake discs during the alternating thermal cycle process.
1) The AC3 temperature of the studied cast steel brake disc material is 847 ℃, and the Ms temperature is 347 ℃; The AC3 temperature of forged steel brake disc material is 862 ℃, and the Ms temperature is 368 ℃. The AC3 temperature of cast steel brake disc material is slightly higher than that of forged steel brake disc material, while the Ms temperature of forged steel brake disc material is slightly higher than that of cast steel brake disc material.
2) When the cooling rate is 0.2 ℃/s, the cast steel brake disc material forms granular bainite (GB), while the forged steel brake disc material forms a ferrite pearlite structure with a small amount of bainite visible; When the cooling rate is greater than 20.0 ℃/s, the cast steel brake disc material can obtain martensitic structure, and the critical cooling rate for complete martensitic transformation of forged steel brake disc material needs to be greater than 50.0 ℃/s.
3) When the local temperature of the brake disc friction surface exceeds the AC3 temperature, the surface material of the friction surface undergoes bainite and martensite transformation during the cooling process, resulting in an increase in the local hardness of the friction surface. Choosing materials with higher AC3 temperature and higher critical cooling rate for martensitic transformation is beneficial for improving the stability of the microstructure and mechanical properties of brake disc materials during service.