In the process of gray cast iron cutting experiment, the measurement cycle is 20 s, the cutting length of the blade is very small, and the impact on the wear of the tool can be ignored. Therefore, the experiments use the installation of the same tool to complete the cutting force experiment with the same processing parameters. In the process of gray cast iron cutting, the tool is not changed or reinstalled, so as to avoid the impact of the change of tool reinstallation angle on the cutting force in the same group of processing experiments. Before the cutting experiment of gray cast iron, peel four groups of cutting test bars from 100 mm to 86 mm. When cutting gray cast iron, the spindle speed of the machine tool is 160 R · min-1, the feed rate is 0.294 mm · R-1, and the cutting depth of gray cast iron is 2.5, 3.0 and 3.5 mm. The experimental data are substituted into the stress-strain relationship obtained by calibration, and the calculated three-dimensional cutting force is based on the formula:
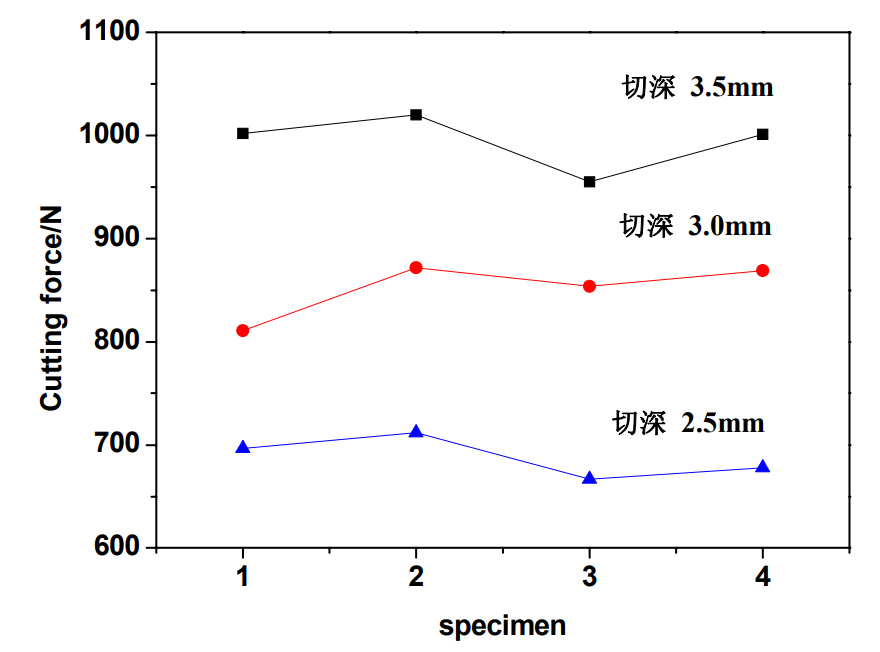
Calculate the three-way resultant force. The change of cutting force of gray cast iron in the sample is shown in the table.
The figure is a broken line diagram of the change of cutting force of gray cast iron under different cutting depths. It can be seen from the figure that the cutting force of each group of samples increases with the increase of cutting depth. Under different cutting depths, the cutting force of sample 2 is the highest and that of sample 3 is the lowest. When the cutting depth of gray cast iron is 3.5mm, the cutting force of sample 2 is increased by 6.8% compared with that of sample 3. It can be concluded that in the cutting process of gray cast iron, the cutting resistance of sample 3 is the smallest, the cutting resistance of sample 1 is the largest, and the cutting resistance of sample 1 and sample 4 are in the middle. The cutting resistance of the sample in the cutting process can directly reflect the difficulty of cutting the material to a great extent. The smaller the cutting resistance of gray cast iron, the smaller the tool wear, and the better the cutting performance of the material. Therefore, sample 3 has the best machinability, sample 4 and sample 1 take the second place, and sample 2 has the worst machinability.