
The delamination thickness of the model is mainly determined by the precision of the rapid prototyping equipment, the particle size of the molding material and the surface quality of the molding parts. The range of lamination thickness has been specified when the rapid prototyping equipment leaves the factory. According to the requirements of rapid prototyping equipment, materials and surface quality, the optimal delamination thickness is determined. As a mainstream data standard, STL format has good versatility in rapid prototyping, so most STL algorithms are used at present. At present, the mainstream STL layered algorithm is as follows;

(1) The layered algorithm of directly finding intersection line;
(2) Hierarchical algorithm based on model adjacent topology information;
(3) A recursive hierarchical algorithm of weighted digraph based on group sorting.
Due to the constraints of equipment, material and model, the delamination thickness of STL format model can not be too small. However, if the delamination thickness is too large, there will be ladder effect on SLS prototype surface, especially the lack of small features between two layers in the process of variable cross-section, resulting in the dimensional error of molded parts, as shown in Figure 1. According to different size CAD model, different slice thickness is selected to produce different slice error.

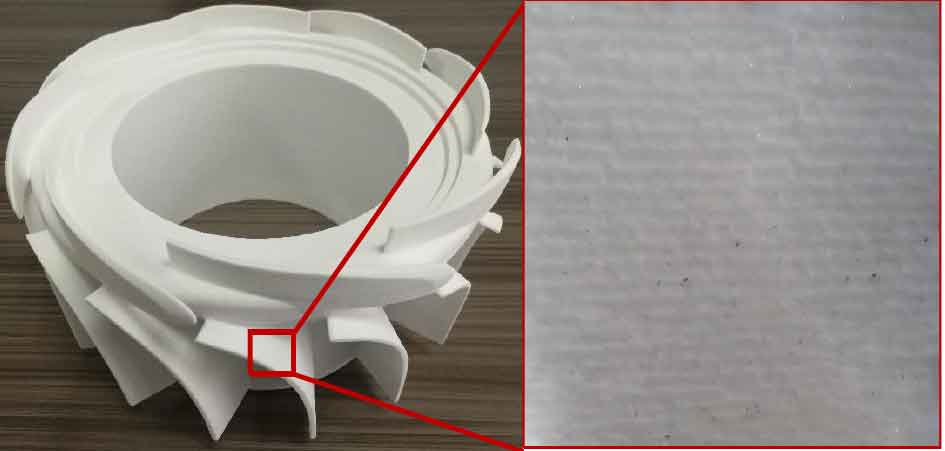
For the complex surface model, the layer thickness determines the surface quality of SLS prototype, especially in order to meet the requirements of investment casting process for wax mold, it is necessary to reduce the influence of step effect of SLS prototype as much as possible. In the actual selective laser sintering process, large delamination thickness has obvious ladder effect on complex surface, which not only leads to serious loss of model features, but also makes it difficult for wax liquid to fully fill the ladder in the post-processing of wax immersion, resulting in poor surface quality of wax mold. As shown in Figure 2, the ladder effect under different layer thickness is enlarged. Therefore, in order to ensure the high dimensional accuracy of the model, the smaller layer thickness is preferred.