
Austenitic steel is widely used in precision casting of boiler fittings, demonstrating strong application value. In order to reduce emissions of gases such as CO2, research on casting processes should be strengthened, and effective development and utilization of existing fossil fuels should be strengthened. In the casting process, with the increase of supercritical water temperature, heat-resistant austenitic steel structural materials under high temperature conditions above 650-700 ℃ have strong research value, and heat-resistant austenitic steel has good advantages in corrosion resistance and creep resistance. Therefore, in the current casting process, research on the high-temperature strength and corrosion resistance of austenitic steel is constantly being strengthened. According to research results, appropriate cold working is beneficial for promoting the precipitation of nanoscale MC carbides in high-temperature ultrafine precipitation strengthened steel. After solid solution treatment of AFA steel, cold rolling annealing can promote the precipitation of Laves phase precipitates. ZHY Casting conducted research and exploration on the relevant properties of heat-resistant austenitic steel for precision casting boiler fittings.
1.Process research
Select two types of typical welding joints for analysis, namely the diameter pipe SA-213S30432 of the heating surface component of the supercritical boiler, the diameter pipe SA-213T91+SA-213TP347H of the heating surface component of the supercritical boiler, and the tungsten inert gas arc welding vertical butt welding. Two welding parameters are selected: SA-213S30432 preheating temperature ≥ 5 ℃, voltage 13-14 V, welding layers of 3 layers, current 190-200 A, and interlayer temperature 50-230 ℃; SA-213T91+SA-213TP347H, preheating temperature ≥ 5 ℃, voltage 13-16 V, 3 welding layers, current 185-210 A, interlayer temperature 160-280 ℃. Conduct hardness tests, transverse bending tests, tensile tests, and room temperature impact toughness tests on welded joints.
In order to study the internal quality of welds, fracture inspection is carried out according to the welding fracture inspection method of boiler pressure components to ensure that no cracks or lack of fusion occur. When preparing the fracture surface of the pipe butt joint, a groove with a depth of 1/3T should be machined to ensure the integrity of the cross-section of the fracture specimen. The heat-resistant austenitic steel used for precision casting boiler pipe fittings is Fe-15% Cr-25% Ni3.5% Al-0.6% Nb-2% Mo-0.02% C (mass fraction), melted using a vacuum induction furnace. The resulting ingot has a height of 250mm and a diameter of 100mm. Combined with the actual usage requirements of precision casting boiler pipe fittings, the forging ratio is set to 3:1, and steel ingots with a length, width, and height of 60mm x 50mm x 80mm are cast. After 40 minutes of solid solution treatment at 1200 ℃, the alloy was quenched in water to obtain a solid solution sample. Conduct thermodynamic calculations using JMatPro software. The alloy composition was detected using an oxygen nitrogen hydrogen analyzer (EMGA-830) X-ray fluorescence spectrometer, as shown in Table 1.
| Parameters | Design value | Actual value |
| Ni | 25.0000 | 24.3900 |
| Mo | 2.0000 | 2.1100 |
| C | 0.0200 | 0.0480 |
| Fe | 53.4400 | 55.8475 |
| Cr | 15.0000 | 13.3900 |
| Al | 3.5000 | 3.8300 |
| Nb | 0.6000 | 0.5300 |
In order to reduce processing costs, magnesium is appropriately added to the molten steel to improve its absorption rate. The specific treatment formula is to add a covering agent to the ladle during the injection of molten steel, forming a slag layer on the surface of the steel. Then, magnesium is added and poured into the mold. This operation method allows the Mg content in the upper slag of the molten steel to exceed 26%. The heat-resistant austenitic steel used for precision casting boiler pipe fittings has high high-temperature strength and will not precipitate brittle materials during long-term service δ Phase, composition w (C): 0.01%~0.1%, w (S) ≤ 0.015%, w (Ni): 25.00%~35.00%, w (Si) ≤ 1.5%, w (Mn) ≤ 1.5%, w (P) ≤ 0.03%, w (Cr): 19.00%~29.00%, w (V) ≤ 0.5%, w (Co) ≤ 5.0%, w (A1) ≤ 0.15%, w (N): 0.1%~0.35%, w (Ti) ≤ 0.15%, the rest are Fe and trace impurities. The chemical composition of a cast alloy containing spherical carbides is as follows: Fe as the matrix, w (C): 0.6%~4.0% and w (V): 4%~15% are essential components, while w (P): 0.01%~0.15%, w (S): 0.01%~0.05%, w (A1): 0.05%~1.0%, w (Mg): 0.01%~0.2%, w (Cr): 3%~30%, w (Mn): 0.2%~3.0%, w (Si): 0.2%~4.5%, w (Ni): 4%~15%, w (Co): 0.3%~0.6%. The results show that the surface of the weld seam exhibits a metallic luster. The RT radiographic testing results show that it is qualified. The fracture inspection showed no defects such as slag inclusion or lack of fusion, and the cross-section was neat, uniform, and dense. The mechanical properties at room temperature are shown in Table 2.
| Fracture location | Tensile strength/MPa | Yield strength/MPa | Elongation rate/% | Brinell hardness HBW |
| 347H austenitic chromium steel | 660 | 501 | 54 | 167 |
| 347 stainless steel | 635 | 561 | 47 | 183 |
2. Result analysis
2.1 Metallographic examination
Studying the morphology of fracture specimens should effectively avoid adverse phenomena such as incomplete fusion and slag inclusion in welding operations. Otherwise, there is a risk of decreased tensile strength and fracture of bent specimens during processing. Additionally, there may be flake like slag inclusion between weld layers during metallographic examination.
By using an optical microscope to conduct metallographic examination of welded joints, it was found that interlayer flake slag inclusions were visible through the formation of the weld seam. High current welding speed was faster, and the high-temperature residence time of the weld metal was longer during welding operations. After being far away from the gas protection area of the argon arc welding gun, it was easy to come into contact with the air, resulting in oxidation and slag inclusions in the weld bead fusion welding. Small diameter pipes have a large curvature on the groove surface, which can easily cause the molten weld metal to flow down and result in incomplete fusion between weld layers.
When tungsten argon arc welding, it is necessary to ensure that the heating end of the welding wire is in the protective gas, in order to avoid the oxidation of the hot end and the occurrence of weld metal contamination. When welding rapidly with high current, be careful to avoid improper operation that may cause oxidation at the end of the welding wire, in order to prevent the occurrence of slag inclusion in the weld seam. The width of the heat affected zone will to some extent affect the performance of the welded joint. The welding heat affected zone refers to the area where the mechanical properties and metallographic structure of the material change due to heating. The performance is more obvious in the overheated and coarse-grained areas near the weld seam. The metallographic examination shows an increase in the width of the coarse grain zone in the welded joint.
SA-213TP347H and SA-213S30432 are both austenitic stainless steels. In order to avoid adverse phenomena such as grain expansion in the heat affected zone, welding hot cracks, and carbide precipitation, a lower interlayer temperature can be appropriately controlled to enhance the corrosion resistance and ductility of the welded joint. The alloy matrix is single-phase austenite, with a large number of twinning and sufficient solid solution. The residual strain of AFA-0 experimental steel is 0.081%, dislocation density is 1.603 × 1014%, and the average grain size under optical microscope is 173 μ M; AFA-20% experimental steel has a residual strain of 0.171% and a dislocation density of 6.571 × 1014%. After solution treatment, the S grain boundaries are straight and no precipitates are observed; AFA -50% experimental steel residual strain 0.216%, dislocation density 10.363 × 1014%.
2.2 Thermodynamic Calculation of Heat Resistant Austenitic Steel
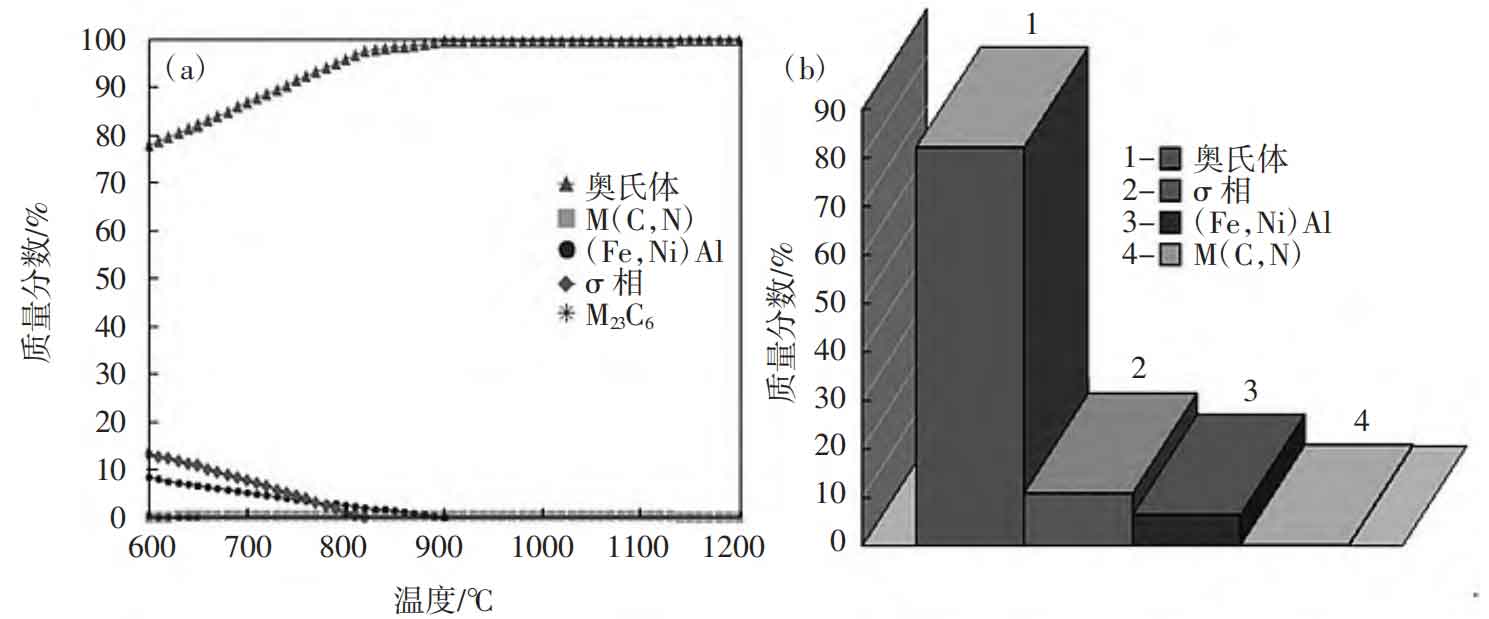
Analyzing the thermodynamic values of the mass fractions of various components in AFA15-25 heat-resistant austenitic steel, under a temperature environment of 600-1200 ℃, the AFA15-25 heat-resistant austenitic steel is a single-phase austenite matrix with NiAl as the precipitate phase σ Phase, M23C6, MC carbides. Figure 1 shows the distribution bar chart of phases at 650 ℃, σ The phase mass fraction is 10.88%, the austenite mass fraction is 82%, the NiAl mass fraction is 6.64%, and the MC mass fraction is 0.19%. Thermodynamic calculations and phase distribution at temperatures ranging from 600 to 1200 ℃ are shown in Figure 1.
2.3 Effect of Cold Deformation on Mechanical Properties of Heat Resistant Austenitic Steel
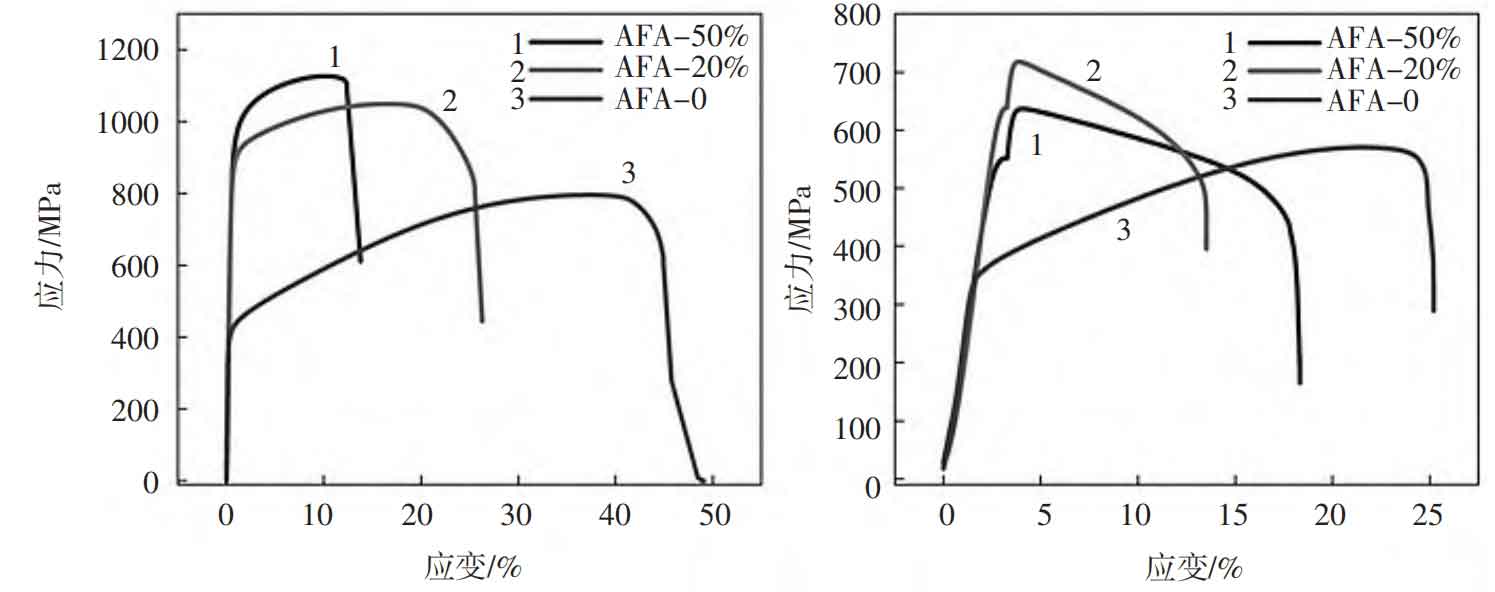
At 26 ℃, as the cold deformation increases, the yield strength and tensile strength of heat-resistant austenitic steel correspondingly increase, while the elongation after fracture decreases. At this time, the tensile strength of AFA-0 is 798 MPa, the yield strength is 405 MPa, and the elongation after fracture is 50%; Compared to AFA-0, AFA-20% has a relatively higher tensile strength. After increasing the deformation from 20% to 50%, the tensile strength is 1131 MPa and the yield strength is 889 MPa, which is slightly higher than AFA-20%, but the elongation at break is correspondingly reduced. After appropriate cold deformation treatment, the strength is significantly improved, indicating the interaction between NiAl phase and dislocations after cold deformation, as shown in Table 3.
| Sample Name | Test temperature/℃ | Tensile strength/MPa | Yield strength/MPa | Elongation after fracture/% |
| AFA-0 | 26 | 798 | 405 | 50 |
| AFA-0 | 700 | 569 | 346 | 28 |
| FA-20% | 26 | 1082 | 866 | 29 |
| FA-20% | 700 | 722 | 630 | 16 |
| AFA-50% | 26 | 1131 | 889 | 15 |
| AFA-50% | 700 | 643 | 532 | 19 |
When increasing the deformation amount, the comprehensive performance of the strength improvement is not obvious enough, but it can to some extent reduce the plasticity of the material. In a high-temperature environment, as the cold deformation increases, the tensile strength and yield strength show a state of first increasing and then decreasing, and the elongation after fracture slightly increases after a period of reduction. The tensile strength of both AFA -50% and AFA -20% has decreased, and the difference in elongation after fracture is not significant. This is mainly due to the ductile brittle transition of the NiAl phase, which has a good strengthening effect at room temperature, while it is difficult to achieve good strengthening effect at high temperature. However, the plasticity of the material can be appropriately improved during operation, as shown in Figure 2.
2.4 Corrosion analysis of heat-resistant austenitic steel
Study the surface corrosion of materials at different temperatures. Due to the appearance of corrosion pits on the surface, an external oxide layer and an internal oxide zone are formed. Further investigate the size range of the appearance. The precision casting boiler pipe fittings used in the experiment are BTF-1200C-III tubular heating furnaces, with experimental temperatures set at 650 ℃, 675 ℃, 700 ℃, and 725 ℃, respectively. Nitrogen gas is introduced into the furnace at a rate lower than 5 ℃/min, mixed gas is introduced into the furnace tube, the injection pump is turned on, the cylinder valve is closed, nitrogen gas is introduced, and the sample is taken out. The liquid water flow rate of the heating furnace is 0.8036 μ L/min, the total flow rate of the mixed gas is 40.0 mL/min, with a volume fraction of 77.0% N2+15% CO2+3.75% O2+5.0% H2O (g)+0.32% SO2, and a pressure of 105 kPa. Table 4 shows that the degree of material oxidation and corrosion is directly proportional to temperature. S31042 material has the strongest antioxidant corrosion ability, while S31035 and C-HRA-5 material have similar antioxidant corrosion ability, as shown in Table 4.
| Test temperature/℃ | Material | Corrosion pit depth/μM | External oxide layer thickness/μM | Width of internal oxidation zone/μM |
| 650 | C-HRA-5 | 20~80 | 0~20 | 0~15 |
| 650 | S31035 | 20~60 | 0~20 | 0~15 |
| 650 | S31042 | 10~40 | 0~20 | 0~15 |
| 675 | C-HRA-5 | 20~80 | 10~30 | 10~20 |
| 675 | S31035 | 30~80 | 10~30 | 10~30 |
| 675 | S31042 | 10~30 | 10~20 | 0~15 |
| 700 | C-HRA-5 | 30~120 | 10~30 | 15~30 |
| 700 | S31035 | 40~120 | 20~30 | 15~30 |
| 700 | S31042 | 20~30 | 0~20 | 10~20 |
| 725 | C-HRA-5 | 30~150 | 20~30 | 20~40 |
| 725 | S31035 | 50~120 | 20~50 | 20~50 |
| 725 | S31042 | 20~50 | 20~30 | 10~30 |
3. Conclusion
During the ZHY Casting research process, the alloy was subjected to 40 minutes of solid solution treatment at 1200 ℃, followed by water quenching to obtain a solid solution sample. When the cold deformation is 20%, the yield strength of the experimental steel can be appropriately increased. After the cold deformation is increased to 50%, the strength improvement is not significant, but it is easy to reduce plasticity. Properly controlling the interlayer temperature is beneficial for enhancing the corrosion resistance and plasticity of welded joints, avoiding adverse phenomena such as incomplete fusion and slag inclusion in the weld seam. At 650 ℃ σ The phase mass fraction is 10.88%, the austenite mass fraction is 82%, the NiAl mass fraction is 6.64%, and the MC mass fraction is 0.19%. After increasing the deformation from 20% to 50%, the tensile strength is 1131 MPa, the yield strength is improved, and the elongation after fracture is reduced. In summary, the optimal cold deformation condition is 20%. At this time, the overall plasticity and strength of heat-resistant austenitic steel are relatively good, which can meet the process requirements of precision casting of boiler pipe fittings.